Новейшие технологии в порошковой металлургии. Инновационное развитие металлургии Новые методы и технологии в металлургическом комплексе
1.1. Понятие о наноматериалах и нанотехнологии
Десятичную приставку «нано», употребляют для обозначения одной миллиардной части какой-либо величины. Наномасштабом называют размерный диапазон между 1 и 110 нанометрами (1 нм = 10 -9 м = 10 -6 мм = 10 -3 мкм).
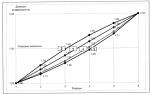
На рис. 1 приведены параметры ряда природных объектов в размерном диапазоне от 10 м до 1 ангстрема (1 Å = 0,1 нанометр «нм» = 100 пикометров «пм»; 10 000 Å = 1 микрон «мкм»).
Рисунок 1. Место наноразмерных объектов в окружающей природе.
Современными нанотехнологиями называют широкую сферу технологических процессов, с помощью которых осуществляют контроль структуры материи на атомарно-молекулярном уровне и управления ею с целью получения материалов и систем, имеющих принципиально новый комплекс обуславливаемых нанофакторами свойств, для их интегрирования в состав полноценных макросистем. При этом создание наноматериалов, являющихся высокотехнологичными продуктами, не нуждается в наличии громоздких производственных мощностей.
Наноматериалы – это вещества и их соединения, которые содержат ряд структурных элементов (зерен, кристаллитов, волокон, слоев, пор), размерные параметры которых хотя бы в одном из направлений не могут превышать нанотехнологический порог 1…110 нм, что обеспечивает проявление у них принципиально новых функциональных свойств механического, химического, электро- теплофизического, магнитного, оптического, биологического генеза, качественно отличающихся от аналогичных характеристик традиционных макроструктурных материалов.
Основные разновидности наноматериалов представлены на рис. 2.
Рисунок 2. Основные разновидности наноматериалов.
Вообще же термин «наноматериалы», имея объединяющее значение, сочетает в себе обширный спектр микроструктурных материалов, а именно:
- нанопорошков;
- нанопористых структур;
- нанотрубок и нановолокон;
- нанодисперсных коллоидов;
- наноструктурированных поверхностных пленок;
- нанокристаллитов;
- нанокластерных образований.
Т. наз. нанокластерные структуры являют собой категорию микрочастиц, имеющих упорядоченное строение и характеризуемых размерами 1…5,1 нм. У нанокластеров сложной структурной конфигурации рассматриваются не отдельные линейные параметры, а размеры структурного образования в целом.
Особым подвидом нанокластерных структур являются фуллерены. Фуллерены – это категория характеризуемых проявлением наноразмерных эффектов стабильно замкнутых многоатомных молекул сферической и сфероидальной конфигурации, поверхность которых образуют правильные многогранники из атомов С или иных химических элементов.
Нанотрубки – имеющие протяженные внутренние полости наночастицы нитевидной структуры, состоящие из атомов С или иных химических элементов Ø ≤110 нм.
Нановолокна – наночастицы нитевидной структуры Ø ≤110 нм, которые не содержат внутреннюю полость.
Ультрадисперсные нанопорошки – порошки с зернами Ø ≤110 нм.
Наноструктурные покрытия – поверхностные защитные пленки наноразмерных параметров.
Нанокомпозиты – полиструктурные материалы, имеющие в своем составе металлическую, полимерную, керамическую макроструктурную матрицу и наполнитель из наночастиц.
1.2. Строение и свойства наноструктурных материалов
Вещество наноматериалов в сравнении с веществом макроообъектов характеризуется следующими особенностями:
- нанометровые параметры кристаллитов;
- атомно-молекулярная структура дискретного генеза;
- высокий процент поверхностных атомов;
- множественные границы раздела;
- квантовая закономерность поведения;
- превалирование процесса самоупорядочения явлений над их искусственным упорядочением;
- высокая скорость протекания в наносистемах различных химических реакций и других процессов;
- потенциальная полифункциональность;
- возможность качественно минимизировать материалоемкость изделий и энергозатрат на их изготовление.
В обобщенной форме перечень важнейших структурных и физических аспектов специфики наноматериалов, определяющих их уникальные характеристики, приведен на рис. 3.
Рисунок 3. Структурные и физические аспекты специфики наноматериалов.
Наноматериалы характеризуются более высокими (в сравнении с традиционными аналогами) значениями механических свойств, предела текучести, временного сопротивления, твердости, ударной вязкости, усталостной прочности и т.д. Еще одна уникальная особенность наноматериалов состоит в оптимальном сочетании показателей «прочность» и «пластичность», в т.ч. при высоких температурах.
1.3. Принципы классифицирования наноматериалов
Наноматериалы классифицируют по принципу:
- размерности частиц;
- структуры;
- физико-химического состава и т.д.
В основу классификация наноматериалов по размерным параметрам заложен базовый постулат, согласно которому эти параметры хотя бы по одному из пространственных направлений должны укладываться в рамки диапазона 1…110 нм. Схема подобной классификации изображена на рис. 4.
Рисунок 4. Классификация наноматериалов по размерным параметрам.
Как видим, наноматериалы, исходя из размерных критериев, подразделяются на 4 категории.
- нанопорошков из наноразмерных частиц;
- нановолокон;
- нанотрубок;
- тончайших нанопленок, имеющих толщину ≤110 нм.
Данные материалы состоят из одного или нескольких структурных элементов (нанопорошки) или слоев (нанопленки).
- нанопроволоку;
- наноленту;
- нанофольгу.
Наноизделия в составе 3-й категории – это материалы поликристаллической структуры, достаточно массивные и объемные, чьи размерные параметры близки к границе макродиапазона (> 1,01 мм). Они состоят из значительного количества нанокристаллитов с размерами зерен 1…110 нм.
Это, в частности, материалы в виде:
- стекол;
- гелей;
- перенасыщенных твердых растворов.
Ко 2-й подкатегории причисляют материалы с неоднородной микроструктурой (из различных по структуре и химсоставу наноэлементов). Данная группа многофазных материалов представлена, главным образом, сложными металлическими сплавами.
Кроме размерного, имеются и другие подходы к классифицированию наноматериалов.
Так, в частности, в последние десятилетия все болльшую популярность обретает т. наз. классификация по Глейтеру, где наноматериалы распределяются по фазам и химсоставу (рис. 5).
Рисунок 5. Классификация по Г. Глейтеру.
Здесь наноматериалы по химсоставу классифицируются на однофазные и многофазные. Первые, в свою очередь, подразделяются на группы статических (с идентичными/неидентичными границами разделяемых поверхностей) и матричных. Одновременно все материалы могут иметь пластинчатую, столбчатую или равноосную структуру. Наиболее распространенными являются группы одно- и многофазных объектов столбчатого и многослойного типа структур.
Следует также упомянуть и о двухбазисной классификации наноразмерных структур (рис. 6).
Рисунок 6. Двухбазисная классификация НРС.
В данном случае НРС по типу нанобазиса подразделяют на категории классических твердотельных, синтетических и наноразмерных биоструктур, а по топологическому принципу – на непрерывные, дискретные с прерывистой структурой и комбинированные (в т.ч. многофункциональные).
1.4. Нанопорошки: особенности и получение
Ведущее место среди всех известных наноматериалов принадлежит нанопорошкам, или, как их еще называют, ультрадисперсным порошкам (рис. 7).
Рисунок 7. Место ультрадисперсных порошков среди наноматериалов.
На сегодняшний день уже созданы и описаны различные по составу типы нанопорошковых систем на базисе Fe, Ni, Co, Cu, Ag, Au, W, Mo; Ti, а также оксидных, нитридных, карбидных и прочих химических соединений.
Главная отличительная особенность нанопорошковых структур состоит в том, что они, являясь автономной группой наноматериалов, в то же время могут быть использованы как исходные сырьевые компоненты для получения объемных компактируемых наноразмерных структур (НРС), таких, в частности, как твердые сплавы, нанокерамика и нанокомпозиты.
По мере измельчения порошков от грубодисперсного до ультрадисперсного состояния кардинально изменяется целый ряд их физико-химических и физико-механических характеристик. Именно наличие данного фактора явилось причиной выделения нанопорошков в обособленную группу диспергированных структур, практическое использование которых обуславливает возникновение широчайшего потенциала в сфере разработки инновационных технологий, создания принципиально новых материалов и оборудования.
1.4.1. Методы получения нанопорошков
В технологическом отношении методы получения нанопорошковых материалов условно подразделяют на 2 группы:
- методы создания нанопорошков;
- методы создания компактированных нанопорошковых материалов.
Всем методам создания микродисперсных порошковых материалов присущи определенные характерные особенности, регламентирующие их отличие от соответствующих макротехнологий.
В частности, процессы создания наноразмерных порошковых структур характеризуются:
- интенсивным образованием точек зарождения зерен при незначительной интенсивности их роста;
- максимальными размерами зерен, не превышающими 110 нм;
- узостью пределов распределения зерен по размерным параметрам;
- неизменностью размерных границ;
- воспроизводимостью фазо- и химсостава зерен.
Размер зерен порошковых НРС, сообразно методам создания и особенностям технологического процесса, может варьироваться в пределах 5…110 нм. Обобщающими особенностями частиц всех без исключения нанопорошков является их способность к агрегатированию и агломерации.
Перечислим наиболее востребованные способы создания и компактирования порошковых нанодисперсий.
Способ конденсации с последующим осаждением Применение этой технологии наиболее распространено, поскольку переход исходной субстанции в газоагрегатную фазу (пар) под воздействием мощных энергоисточников с последующим осаждением наночастиц легко контролировать, в особенности если для этого применяются камеры (вакуумные либо насыщенные He, Ar, Xe и другими инертными газами). Контроль же, в свою очередь, обеспечивает возможность соблюдения строгих требований в отношении чистоты создаваемых порошковых ультрадисперсий.
Сообразно тому, какой характер носит процесс испарения, данный способ можно осуществлять, используя различные технологии.
Метод термоиспарения предусматривает нагревание подлежащей испарению исходной субстанции в огнеупорных тиглях. Нагрев может осуществляться с применением таких высокомощных энергоисточников, как электродуговые, электроннолучевые, индукционные, плазмолазерные и др. Зерна осаждаемых металлических и неметаллических нанопорошков в этом случае, как правило, имеют сферическую либо ограненную конфигурацию.
Важнейшее достоинство метода – возможность получать химически чистые ультрапорошковые дисперсии, где зерна распределяются в узких размерных «коридорах»; основным недостатком можно считать относительно медленное протекание процесса.
Процессы получения ультрадисперсных порошков способами конденсации и термоиспарения схематично показаны на рис. 8.
Рисунок 8. Получение ультрадисперсных порошков способами конденсации и термоиспарения.
Метод взрывоиспарения, когда процесс носит взрывной характер и протекает с почти мгновенным генерированием мощного энергоимпульса. С помощью данного метода осуществляют получение высокочистых нанопорошков с зернами правильной сферической формы диаметром 5,5…10,5 нм, в т. ч. из химически активных и термостойких исходных компонентов. Основными недостатками являются высокая энергоемкость, а значит, и недостаточная экономическая эффективность. На рис. 9 представлено фото ультрадисперсного NiO, созданного посредством электровзрыва.
Рисунок 9. Нанопорошок NiO, полученный методом электровзрывного испарения.
Довольно распространенной является технология получения нанопорошков посредством т. наз. метода струйной левитации, когда процесс испарения металла происходит в среде мощной инертногазовой струи (рис. 10).
Рисунок 10. Получение микродисперсных порошков испарением металла в струе инертного газа.
Металлическая/металлоидная проволока поступает в индуктор с инертным газом (Ar), где в результате нагрева под воздействием магнитного поля высокой частоты ее кончик расплавляется и обретает форму капли. Расплав, испаряясь, преобразуется в пар, «разбавленный» интенсивным газовым потоком. Затем образовавшаяся газовопаровая фаза охлаждается и конденсируется в виде металлической пыли тончайшей наноразмерной дисперсии – нанопорошка.
Размерные параметры образуемых наночастиц обратно пропорционально зависят от интенсивности газового потока. По мере повышения интенсивности уменьшаются в пределах 510…11 нм. При этом одновременно минимизируется степень рассеивания частиц. Посредством левитациолнно-струйного метода получают, в частности, ультрадисперсные порошки сурьмы и марганца.
Плазмохимический метод. Здесь функцию энергоисточника выполняет низкотемпературная плазма. Базовым сырьевым компонентом служит проволока из металлов/металлоидов и химсоединений на их основе. В силу того, что Т° плазмы может доходить до 12000 К, а интенсивность взаимодействия весьма высока, практически все исходные компоненты почти мгновенно преобразуются в пар с последующим конденсированием частиц нанопорошка, характеризуемых правильностью форм и размерными параметрами 11…210 нм. Наивысший температурно-мощностный режим обеспечивается в установках с дугоплазмотронами, а самые химически чистые порошки стабильной ультрадисперсной структуры образуются при помощи СВЧ-плазмотронов. В активных углеродистых, кислородных и азотистых средах методом плазмохимического синтеза можно получать карбидные, нитридные, боридные, оксидные, а также поликомпонентные нанопорошки, в т.ч. порошки фуллеренов.
Группа химических методов – это технологии получения нанопорошков, основанные на химреакциях, в которые вступают соединения исходных компонентов. Заключенные в реактор соединения подвергаются терморазложению с выпадением наночастиц в виде твердого осадка. Базовым сырьем служат группы галогенидов (чаще всего хлоридов) металлов, алкильных соединений, карбонидов или оксихлоридов.
Размерные параметры образующихся наночастиц могут регулироваться варьированием температурных характеристик и скорости образования осадка. Посредством таких технологий получают ультрадисперсные порошки Si, B, оксидов Ti, Zr, Al, нитридов, карбидов и карбонитридов Si, а также диборида Ti с частицами размером 22…610 нм.
Золь-гель метод – специальная технологическая разработка для создания оксидной нанокерамики.
Последовательными этапами протекания золь-гель процесса являются:
- стадия создания исходных алкоксидных растворов;
- стадия их каталитического взаимореагирования с начальным гидролизом;
- стадия конденсационной полимеризации;
- стадия последующего гидролиза с образованием конечной продукции.
Конечной продукцией золь-гель синтеза становятся оксидные полимеры в виде гелей, которые искусственно старят, промывают, высушивают и подвергают термической обработке. Достоинства метода – возможность создания высокочистых нанопорошков с частицами однородной структуры, а недостаток – сложная конструкция и дороговизна применяемого оборудования.
Метод компактирования объединяет в себе ряд технологий создания из нанопорошков готовых изделий. Компактирование обычно осуществляется в 2 этапа – прессованием и спеканием, хотя существует ряд методов, где эти две стадии объединяются.
Методы прессования. Микродисперсные порошки чаще всего прессуют с применением одноосной технологии, которая обрела широкую популярность благодаря повсеместному использованию при формовании макроструктурных порошков.
Получили распространение такие ее разновидности, как:
- способ статического прессования с применением пресс-форм;
- способ динамического прессования (с применением магнитоимпульсного и взрывного методов);
- способ холодной штамповки;
- способ ультразвукового вибропрессования.
Для создания формовок высокой плотности из нанопорошков применяют способ изостатического прессования, заключающийся во всестороннем сжатии исходного порошка, засыпанного в деформируемый контейнер. Создаваемые таким путем формовки имеют почти одинаковую плотность во всем объеме при отсутствии анизотропии свойств. Недостатками метода считаются конструкционная сложность применяемой аппаратуры а также возможность погрешностей при контроле точности размерных параметров формовок.
Метод спекания под давлением заключается в фактическом объединении в одну фазу этапов формовки, что позволяет достичь высоких показателей плотности без увеличения температуры нагревания.
Наиболее простым в техническом отношении является способ спекания с одновекторным приложением силы давления. Так, при спекании нанопорошка Fe под давлением ≤ 410 МПа Т° спекания, при которой показатель пористости является минимальным, понижается от 720 до 360°C, а Ø зерен в изделиях – от 1,3 мкм до 82 нм. Металлические нанопорошки спекают в вакуумной или восстановительно-газовой среде.
Более современной и универсальной технологией совмещения воедино стадий формования и спекания является метод горячего изостатопрессования (ГИП) с применением специальных установок – газостатов, где рабочее давление может достигать 320 МПа, а температура – 2200°C.
Еще одной распространенной технологией является высокотемпературная газовая экструзия, когда формовку, полученную путем гидростатического прессования, подвергают термообработке в водородной восстановительной среде при относительно невысокой температуре, а затем – экструдированию в повышенном температурном режиме. Применение данного метода обеспечивает возможность компактирования нанопорошков при непродолжительном воздействии высоких температур.
Известен также ряд способов создания порошковых наноматериалов, в основу которых заложен такой технологический процесс, как интенсивная пластическая деформация (ИПД), осуществляемый в условиях относительно низких температур и высокого давления. Такие условия применения деформационных воздействий позволяют эффективно и быстро измельчать частицы макроструктурных металлопорошков до наноразмерных параметров.
Наиболее популярны такие ИПД-технологии, позволяющие создавать объемные малопористые наноматериалы, как скручивание заготовки в условиях высокого давления и равноканальное прессование под углом 90° (рис. 11).
Рисунок 11. Основные методы ИПД: а – скручивание заготовки в условиях высокого давления, где 1,3 – верхний подвижный и нижний неподвижный пресс-бойки, а 2 – подвергаемая обработке заготовка; б – равноканальное прессование под углом 90°.
Метод скручивания заготовки в условиях высокого давления базируется на принципе наковален, когда помещенная между пресс-бойками гидропресса дисковидная заготовка, имеющая обычно Ø 12…22 мм и толщину 0,25…0,56 мм сжимается под давлением в несколько ГПа. При вращении верхнего подвижного бойка под воздействием сил поверхностного трения в заготовке происходит деформация сдвига. Структура материала заготовки начинает измельчаться уже после деформирования на четверть оборота и после 2-3 оборотов полностью трансформируется в ультрамелкозернистую с номинальным размером частиц 120…220 нм, в зависимости от химсостава обрабатываемого материала и условий деформирования – силы давления, температурного режима, скорости процесса и прочих значимых факторов.
Применение метода равноканального прессования под углом 90° позволяет создавать изделия более крупного масштаба, могущие достигать 70 мм в Ø и до 250 мм в длину. Данная технология также основывается на деформации сдвига, но уже путем не скручивания, а многократного продавливания исходного материала сквозь пару пересекающихся под прямым углом каналов специальной оснастки, круглые поперечные сечения которых имеют равные диаметры. Процесс, в зависимости от свойств деформируемого материала, может протекать даже в условиях комнатной температуры. Формируемая ультрадисперсная структура имеет нанозерна, размерные параметры которых могут варьироваться в пределах 220…520 нм.
В настоящее время разрабатываются и иные методы ИПД, например, путем всесторонней ковки и специальной прокатки.
1.5. Нанопористые материалы
Нанопористыми называют материалы пористой структуры с размером пор, варьируемым в нанометровом диапазоне 1…110 нм. (рис. 12)
Рисунок 12. Наноструктурные пористые материалы
Значительное количество мельчайших поровых канальцев с поперечным размером от 0,35…0,45 нм до нескольких мкм придает материалам нанопористой структуры особые физические свойства.
В соответствии с размерной классификацией Международного химического союза (ИЮПАК) все нанопористые материалы по номинальному Ø пор (R) условно подразделяют на классы:
- микропористых (R
- мезопористых (R 2,1…50,1 нм);
- макропористых (R >50,1 нм).
Класс микропор, в свою очередь, имеет следующие подклассы:
- супермикропоры (R 0,71…2,1 нм);
- ультрамикропоры (R 0.61…0,71 нм.).
По основному материалу и применяемым способам получения выделяют классы следующих основных нанопористых структур:
- керамических;
- металлических;
- полупроводниковых;
- полимерных;
- биологических.
Технологии производства пористых наноматериалов могут быть различными. Наиболее распространенными из них являются:
- метод гидротермального синтеза;
- золь-гель метод;
- методы электрохимического получения;
- метод обработки карбидов хлором и некоторые другие.
Изделия из поропроницаемых наноматериалосв находят применение в качестве фильтрующих элементов для механической очистки газовых и жидкостных сред, их аэрации, разделения, нагрева/охлаждения, обогащения, дозирования, регенерации и др.
Химическая, металлургическая, фармацевтическая и биотехнологическая промышленные отрасли сегодня не обходятся без применения едва ли не самых востребованных искусственных пористых наноструктурных алюмосиликатов – цеолитов, для получения которых используют специальные глины (рис. 13).
Рисунок 13. Цеолиты
На одной из технологических стадий материал подвергают специальной термической обработке с целью придания ему трехмерной нанопористой структуры со сквозными канальцами. При этом Ø пор может составлять 0,12…10,2 нм, в зависимости от количества атомов О в формирующих цеолиты цикличных кластерах. Это обуславливает возможность целевой «настройки» материала, обеспечивающей его способность поглощать те или иные молекулы либо осуществлять расщепление смесей в фильтрах мембранного типа.
Оптимизировать свойства нанопористых материалов невозможно без контроля структуры пор. Так, например, технология производства этилена с применением в качестве носителя Ag-катализатора пористого Al 2 O 3 (оксид Al) требует наличия в нем макропор с минимальными размерными отклонениями. Еще одним распространенным видом практического использования нанопористого Al 2 O 3 является процесс керамомебранной микрофильтрации. Однако типичные керамомембраны, изготавливаемые методом спекания ультрадисперсного порошка Al 2 O 3 , характеризуются малой проницаемостью из-за невысокой степени пористости. Поэтому высокопроницаемые мембранные фильтры создаются с задействованием золь-гель-поликонденсации или путем химического осаждения из паровой фракции – методами, используемыми, главным образом, в нанотехнологиях. Практическая значимость нанопористых веществ обусловлена как гиперактивностью за счет высокой удельной площади поверхности, так и возможностью сочетания с находящимися в мезопорах наночастицами. Их широко используют при изготовлении катализаторов для выхлопных систем ДВС, в разделении по фракциям нефти и других сложных жидкостей, в системах вентиляции и водоочистки, в различных энергосберегающих устройствах и т.д.
Наноструктурные покрытия
Нанесение на металлические поверхности защитно-восстановительных термобарьерных, износостойких, коррозионностойких и наноструктурированных покрытий (НСП) широко применяется с целью продления ресурса эксплуатации оборудования и аппаратуры в различных промышленных отраслях, включая нефтегазовую, горнодобывающую, авиационную, атомную, турбинную, перерабатывающую, машиностроительную, металлургическую, строительную и др.
Разработка и внедрение инновационных технологий в сфере создания и нанесения наноструктурных покрытий позволяет:
- придавать изделиям качественно новые уникальные эксплуатационные свойства, достижение которых иными методами не представляется возможным;
- достичь значительного экономического эффекта за счет снижения себестоимости продукции и энергосбережения;
- реализовывать стратегию импортозамещения, что особенно важно в условиях существующих экономических санкций.
Вот лишь некоторые примеры практического применения функциональных и защитных НСП.
В авиации:
- термозащита валов и лопаток турбин путем нанесения термостойких композитных НСП;
- нанесение износо- и коррозиестойких, твердосмазочных и других защитных нанопокрытий на детали авиадвигателей и элементы авионики;
- нанесение антиобледенительных НСП на поверхности корпусов, крыльев, лопастей воздушных винтов и т.д.;
- нанесение НСП взамен дорогостоящего и материалоемкого гальванического хромирования на компоненты шасси и гидроприводов летательных аппаратов;
- антикоррозийная защита топливных баков, других функциональных емкостей;
- антикоррозийная защита металлоконструкций объектов аэродромного хозяйства.
В машино- и двигателестроении:
- нанесение многокомпонентных антикоррозийных, термостойких, износостойких НСП на детали газорапределительного механизма и цилиндро-поршневой группы ДВС для повышения моторесурса;
- нанесение твердосмазочных, антисхватывающих, шумопоглощающих НСП на зубья шестерен и детали подшипников трансмиссионных и редукторных механизмов.
В атомной промышленности:
- нанесение многослойных композитных радиопоглощающих НСП на детали ядерных реакторов;
- антикоррозийные защитные НСП внутренних поверхностей крупногабаритных емкостей в инфраструктуре АЭС.
Другие отрасли:
- нанесение упрочняющих НСП на рабочие кромки металлорежущего, породоразрушающего и бурового инструмента;
- нанесение многокомпонентных антикоррозийных НСП на детали оборудования для химической промышленности;
- нанесение тончайших керамических нанопленок на внутренние поверхности труб и запорной арматуры, используемых при транспортировке агрессивных жидкостей;
- использование ультратонких керамопокрытий при изготовлении кабельно-проводниковой продукции, имеющей высокие электроизоляционные характеристики и значительный потенциал электропрочности.
1.6.1. Технология нанесения НСП
Исходными базовыми компонентами для НСП служат нанопорошковые материалы, а также ряд наносуспензий и золь-гелей, которые, будучи внесенными в состав защитных пленок, позволяют модифицировать их структуру с макро- до микроуровня, обеспечивая наличие необходимых новых свойств.
К настоящему времени многими отечественными предприятиями уже освоен выпуск оборудования для нанесения нанопокрытий не только такими традиционными способами, как электродуговая металлизация и газоплазменное напыление, но и новейшими физико-химическими методами, основные из которых представлены в табл…
Таблица 1. Современные методы создания наноструктурных пленок на базисе тугоплавких соединений
К настоящему времени в сфере технологических разработок по созданию и нанесению функционально-защитных НСП все чаще используются и такие новейшие методы, как добавление в состав сплава твердой аморфной фазы для минимизации размерных параметров структуры кристаллитов, нанесение полислойных НСП с наличием перемежающихся нанослоев, формирование нанопленок путем модификации напыляемых покрытий ионно-плазменным потоком с регулируемой энергетикой (т.наз. ионное асистирование) и другими способами, позволяющими осуществлять производство продукции новейших поколений с качественно оптимизированным соотношением параметров «стоимость/качество».
1.7. Практическое применение наноматериалов
Основные сферы применения наноматериалов приведены в табл…
Таблица 2. Основные сферы применения наноматериалов
Рассмотрим основные группы наноматериалов различного практического назначения.
Группа пористых наноразмерных структур (НРС) . Широкая номенклатура катализаторов, красителей, пористых сред, в т.ч. фильтров, химических энергоисточников и сенсоров – едва ли не самая востребованная продукция, получаемая с применением наноматериалов пористой структуры в химической и ряде других промышленных отраслей. Пористые НРС используют также при диффузионном разделении изотопов и сложных газовых смесей, составляющие которых различаются по молекулярной массе. Размерные параметры пор могут варьироваться в диапазоне 0,45 – 1,55 нм.
Группа наноматериалов, характеризуемых наличием специальныъх физических свойств – достаточно представительная группа НРС, с применением которых изготавливают магнитомягкие и магнитотвердые изделия; проводники, полупроводники и диэлектрики; широкий спектр комплектующих для лазерной, приборостроительной, контрольно-измерительной, электронно-вычислительной, атомной и других отраслей.
Группа магнитных наноматериалов . В последние десятилетия методом контролируемого преобразования аморфных структур в кристаллические были получены магнитомягкие материалы нового класса, обладающие статическими и динамическими свойствами более высокого уровня, нежели сходные по химсоставу макроструктурные материалы аналогичной сферы применения. Это, в частности, наносплавы на базисе Fe – Si – В с незначительными включениями Nb, Cu, Zr.
Группа нанопроводников отличается сочетанием высоких значений электропроводности/механопрочности. Особенно значимой в данном отношении является категория проводочных нанокомпозитов типа Сu–Nb, изготавливаемые методом совокупного холодного волочения прутков из данных материалов. Финишной продукцией является нанокомпозит Сu–Nb (18,2 мас. %) с номинальным Ø ниобиевых волокон ≈ 110 нм; имеющий прочность растяжения до 1,3 МПа, и электропроводность до 70 % в сравнении с тем же параметром чистого Сu.
Группа нанополупроводников . В процессе перехода полупроводниковых материалов от макро- к наноструктурам происходят сдвиг люминесцентных спектров в коротковолновый диапазон, расширение запретной зоны и прочие явления, весьма значимые в плане технического приложения. Так, например, композиты с полимерными матрицами и наполнителем из монокристаллических наночастиц CdSe могут быть использованы в производстве светодиодов, переключателей и сенсоров для лазерной аппаратуры.
Группа наноматериалов для атомной промышленности . Наноструктурированный пористый Ве используется в производстве тритийвоспроизводящих модулей бланкетов в установках для управляемых термоядерных реакций. Очень востребованы также устройства для отражения и размножения нейтронов из нанобериллия со степенью пористости 25…35 %. Нанокристаллические структуры, характеризуемые обилием способствующих удалению продуктов облучения поверхностей раздела, могут быть использовании при создании ТВЭЛов для атомных реакторов.
Группа наноматериалов медицинского, сельскохозяйственного и экобиологического назначения . Эффективное решение задач в системе здравоохранения невозможно без интенсивной разработки современных биоматериалов, в т.ч. обладающих наноразмерными параметрами. Такие материалы применяются, в частности, при создании:
- хирургического и диагностического оборудования;
- лекарственных веществ и биодобавок;
- искусственных компонентов для трансплантологии;
- минеральных и органических удобрений;
- защитных средств от оружия массового поражения.
Общее значение материаловедческих и технологических разработок по созданию и практическому применению наноструктурированных материалов трудно переоценить: их роль во всех сферах жизнедеятельности становится все более значимой буквально день ото дня.
2. Самораспространяющийся высокотемпературный синтез (СВС)
2.1. Общее понятие об СВС
В нормальных атмосферных условиях процесс горения являет собой проходящую с выделением тепловой и световой энергии экзотермическую химическую реакцию окисления того или иного горючего материала. Окислителем чаще всего выступает кислород (О2), а горючим материалом, или просто горючим – углерод (С) и углеродосодержащие вещества. При горении образуется факел пламени – огонь, в котором и сгорает смесь газа-окислителя с перешедшими в газообразное состояние частицами горючего. Вот почему данный классический процесс называют газопламенным горением.
Однако, как было установлено группой ученых из бывшего СССР еще в 1967 году, процесс горения может протекать и в иной форме, без образования огненного факела, когда твердое горючее вещество сгорает при высокой температуре, не переходя в газовый агрегатный фазис. Такая реакция безгазового горения, в ходе которой как базовые реагенты, так и финишные продукты пребывают в неизменно твердой фазе, был назван твердопламенным горением, или «твердым пламенем».
В реакцию твердопламенного горения вступают только тугоплавкие порошковые материалы, поэтому ее протекание возможно лишь в условиях высоких температур. Промышленная значимость данного процесса заключается в том, что его конечными продуктами являются химические вещества, также тугоплавкие, но характеризуемые целым рядом уникальных полезных физико-химических свойств, которыми не обладает ни один из исходных реагентов. Еще одной примечательной особенностью твердопламенного горения является его автоволновой характер: теплопередача, а значит, и синтез конечных продуктов реакции, происходит последовательно, самостоятельно распространяясь от слоя к слою исходной шихты. Отсюда и в наибольшей степени отражающее суть процесса его официальное название – самораспространяющийся высокотемпературный синтез, или, сокращенно, СВС.
СВС – явление недавно открытое и, в силу относительной новизны, во многом еще не изученное. Тем не менее, с применением метода СВС уже синтезировано множество промышленно ценных уникальных продуктов, те или иные виды которых находят практическое применение в самых разных производственных и потребительских сферах.
2.2. Сущность процесса СВС
Сущность явления СВС состоит в следующем: за счет тепловой энергии, генерируемой в ходе химической реакции, последовательно разогреваются соседствующие слои исходной шихты, формируя, таким образом, фронт спонтанно распространяющегося по веществу «твердого пламени». Скорость горения при этом может составлять от 0,55 до 15,5 см/сек. По мере распространения фронта синтезируются раскаленные и постепенно остывающие конечные продукты реакции СВС, представляющие собой целый ряд ценных в промышленном отношении новых тугоплавких соединений. Принципиальная схема процесса СВС и показана на рис. 14.
Рисунок 14. Высокотемпературный синтез в режиме волнового «твердопламенного» горения.
2.3. Реакции СВС
Нормальный ход реакций СВС возможен лишь в экзотермическом режиме. По своему характеру это, главным образом, реакции присоединения. Нередко процесс может сопровождаться выделением O 2 , CO 2 , или H 2 O в парообразном состоянии.
Чаще всего в СВС-процессах бывают задействованы исходные реагенты в виде тонкодисперсной порошкообразной шихты спрессованной или насыпной плотности.
Самыми распространенными типами реакций СВС являются:
- взаимореагирование простых элементов типа Al+Ni; Ti+C; Zn+S; Nb+C+N 2 и др.;
- взаимореагирование между простыми элементами и соединениями более сложного состава типа Al+CrO 3 ; KNO 3 +S);
- взаимореагирование между металлами и соединениями органического происхождения (Ti+гексамин);
- взаимореагирование между молекулами сложных неорганических (напр. оксиды металлов) и органических соединений.
В схематичной форме реакция СВС интерпретируется следующим образом: горючее + окислитель = конечные продукты + тепловыделение.
В качестве горючего могут выступать такие элементы, как, например, Ti, Zr, Hf, V, Nb, Та, Mo, W и т.д., окислителя - О 2 , N 2 , H 2 , С, В, Si, S, Se и т.д., конечных продуктов - соединения карбидной, боридной, силицидной, нитридной групп.
Необходимыми предпосылками инициализации СВС-процессов являются высокая теплотворная способность исходных реагентов и тугоплавкость конечных продуктов, которые в условиях высоких температур твердопламенного горения должны пребывать в твердом состоянии. В последние годы внимание ученых направлено на изучение и т. наз. «жидкого пламени» - разновидности процесса СВС, конечные продукты которого в условиях температуры горения являют собой жидкий расплав, затвердевающий по мере остывания.
Особенности протекания СВС-реакций могут различаться в зависимости от химсостава исходной шихты. Так, температурный режим может варьироваться в пределах 850…4500°С, а скорость протекания - от одной сотой до нескольких сотен см/с (рис. 15).
Рисунок 15. Ряд спектров свечения в ходе СВС (с интервалом ≈ 0,33 с): La0, 6Ca0, 4MnO 3 . (Т°max и скорость протекания реакции, соответственно, 1645°С и 3,56 см/с).
Таким образом, реакция СВС, будучи искусственно инициирована в начальной точке, затем спонтанно протекает в волновом режиме, когда синтез конечного продукта последовательно сосредотачивается в перемещающейся активной зоне. За доли секунды Т° горения возрастает до 1000°С и более, а в волне реакции образуются химически чистые структурно однородные вещества.
2.4. Технологии СВС
Сам по себе принцип технологии СВС предельно прост и состоит из 3 следующих основных этапов:
- I – подготовка и формование исходной шихты в режиме комнатной температуры;
- II – инициация экзотермической реакции путем поджига;
- III – послойное спонтанное протекание реакции «твердопламенного» горения с синтезом конечных промышленно ценных продуктов;
- IV – финишная переработка конечного продукта путем очистки, измельчения, рассева и других операций.
Последовательность этапов процесса СВС и образцы получаемых конечных продуктов представлены на рис. 16.
Рисунок 16. Последовательность этапов процесса СВС и получаемые конечные продукты.
Инициация процесса осуществляется путем внешнего точечного воздействия на поверхностный слой спрессованной шихтовой заготовки кратким тепловым импульсом мощностью 15-25 кал/см2 и температурой 1200-1500°С (обычно прикосновением раскаленной электрической спирали из вольфрама).
Новейшей технологической разработкой в области СВС является метод теплового взрыва. Его отличительной особенностью является не инициирование реакции путем поверхностного точечного поджига, а прогрев сформованной исходной шихты по всему объему до температуры, необходимой для начала химической реакции. При этом, в зависимости от того, каким образом соотносятся между собой определяющие параметры, точка температурного максимума образуется либо в центральной части заготовки, либо ближе к поверхности, индуцируя мгновенное возгорание (тепловой взрыв) всего объема исходного вещества, которое практически мгновенно преобразуется в конечный продукт.
2.4.1. Преимущества СВС-технологий
К настоящему времени можно выделить следующие основные преимущества СВС-технологий в сравнении с традиционной электрометаллургией:
- незначительная энергоемкость: не возникает потребности в значительных энергозатратах, поскольку протекание процесса осуществляется за счет внутреннего энергетического потенциала исходных реагентов;
- СВС-процесс характеризуется высокой производительностью, главным образом вследствие того, что синтез протекает в режиме короткого промежутка времени (от 1 до 80 секунд) и высокой скорости, в десятки раз превышающей величину данного параметра в аналогичных техпроцессах;
- экономичность: вследствие дешевизны исходных реагентов (например, оксиды металлов) и применяемого оборудования получаемая продукция отличается малой себестоимостью. Кроме того, весьма значимым достоинством СВС-процессов является их безопасность:
- благодаря подбору исходных реагентов в строго регламентированных стехиометрических соотношениях в ходе реакции не образуется побочных газов, что делает процесс взрывобезопасным;
- экологическая нейтральность: технологии самораспространяющегося высокотемпературного синтеза не наносят ущерба окружающей среде.
2.4.2. Практическая значимость технологий СВС
Открытие явления СВС позволило во многом изменить и кардинально расширить горизонты традиционных представлений о процессе горения, благодаря чему возникло новейшее направление в науке – структурная макрокинетика.
Посредством СВС удалось получить большое количество инновационных материалов, которых сегодня насчитывается уже несколько тысяч наименований. Это преимущественно боридные, карбидные, нитридные, сульфидные, силицидные, оксидные, гидридные, интерметаллидные и некоторые другие неорганические тугоплавкие композиции. Сравнительно недавно методом СВС стали получать также материалы органического генеза.
Наличие у таких материалов множества полезных свойств (термостойкость, высочайшая прочность, электро- и теплопроводность, устойчивость к износу и многие другие) обусловило возможность применения изделий из них во многих промышленных отраслях. Металлорежущий и абразивный инструментарий, огнеупорные ферросплавы и ферромагнетики, промышленная керамика, изоляторы, полупроводники, проводники и сверхпроводники, футеровочные панели для доменных и мартеновских печей, функциональные покрытия, твердые смазки, различные герметики и клеи, медицинские имплантанты – вот лишь небольшая часть широчайшего спектра практического использования СВС-материалов, который неуклонно ширится, обогащаясь все новыми инженерными разработками.
Особенно перспективным является применение метода СВС с целью непосредственного получения компактированных изделий с набором заданных эксплуатационных свойств. Воздействуя различными способами на процесс твердопламенного горения синтезируют группу уникальных безвольфрамовых инструментальных материалов, незаменимых при изготовлении активных поверхностей металлорежущего инструмента, прокаточных валков, штампов, пресс-форм, буров, шарошек, лопаток турбин и т. п. Оригинален способ СВС-сварки, позволяющий получить исключительно прочные соединения таких тугоплавких металлов, как W, Mo, Nb, Та и др. Используя методы СВС, выполняют также модификацию поверхностей различными по химсоставу и назначению защитными покрытиями.
2.5. СВС наноматериалов
Получение ультрадисперсных материалов на базе порошковых миксов
СВС-процессы характеризуются протеканием твердопламенного горения в диффузионном режиме. В ходе взаимодействия пары твердых реагентов на зернах одного из них происходит нарастание сплошного разделительного слоя синтезируемого конечного продукта. Скорость реакции при этом определяется характером диффундирования второго реагента сквозь толщу разделительного слоя. Поскольку же общий удельный объем частиц в составе разделительного слоя продолжает оставаться почти неизменным, размерные характеристики зерен нового продукта, образующихся на границе раздела, мало чем отличаются от аналогичных параметров зерен исходных реагентов. Вследствие высокого диффузионного сопротивления контактирующих межзеренных поверхностей практически не наблюдается и рекристаллизация зерен. А это, в свою очередь, означает, что для получения наноразмерных конечных продуктов методом СВС требуется использование наноразмерных исходных реагентов.
2.5.1. Газофазный СВС для получения наночастиц
Особую промышленную значимость имеет т. наз. газофазный СВС-процесс с применением в качестве исходного реагента различных газовых смесей и образованием финишной фракции в форме конденсируемых наноструктур. Мельчайшие частички продукта, вступая в реакцию, срастаются и постепенно укрупняются, образуя своеобразные «зародышевые гнезда». Такие «гнезда» увеличиваются до тех пор, пока исходные реагенты полностью не преобразуются в синтезируемый продукт. Процесс можно прекратить искусственным путем на любой стадии синтеза, расширив объем реакционной газовой смеси, подвергнув ее быстрому остыванию (закалке) и регулируя, таким образом, размерные характеристики частиц осаждаемого конденсата до необходимых нанопараметров. Остывая, синтезируемые наночастицы твердеют и выпадают в виде нанопорошков, используемых в различных промышленно-технологических целях, в частности, для плазменного нанесения функциональных пленочных нанопокрытий на металлические и неметаллические поверхности.
2.6. Актуальность
По мере научного изучения сути и особенностей СВС расширяется и спектр его возможностей. Разрабатываются и внедряются все новые СВС-технологии, обуславливая возможности получения ценнейших инновационных продуктов с уникальными физико-химическими свойствами. Таким образом, можно с уверенностью констатировать, что метод СВС является весьма перспективным и его ожидает большое будущее.
Общие сведения. Черные и цветные металлы. Основные металлургические процессы.
Металлургия

Общие сведения о металлах и сплавах
Металлы - кристаллические вещества, характерными свойствами которых являются высокая прочность, пластичность, тепло- и электропроводность, особый блеск, называемый металлическим. Свойства металлов обусловлены наличием в их кристаллической решетке большого числа перемещающихся электронов. Металлы составляют около 75 % элементов периодической системы Д. И. Менделеева.
Обычно металлы используют не в чистом виде, а в виде сплавов.
Металлические сплавы - это вещества, образовавшиеся в результате затвердевания жидких расплавов, состоящих из двух или нескольких компонентов. К компонентам, образующим сплав, относятся химически индивидуальные вещества или их устойчивые соединения. Металлические сплавы состоят либо только из металлов (например, сплав меди и цинка - латунь), либо из металлов с небольшим содержанием неметаллов (сплавы железа с углеродом - чугун и сталь). Изменяя компоненты и соотношения между ними, получают сплавы с самыми разнообразными физическими, механическими или химическими свойствами. После затвердевания в составе сплавов могут образоваться твердые растворы, химические соединения или механические смеси.
Твердые растворы возникают в результате проникновения в кристаллическую решетку основного металла (растворителя) атомов другого металла или неметалла (растворимого компонента). По типу расположения атомов растворимого компонента в кристаллической решетке растворителя различают твердые растворы замещения и внедрения.
Твердый раствор замещения возникает в результате замены части атомов в кристаллической решетке основного металла атомами растворяемого компонента. Примерами твердых растворов замещения служат сплавы меди с никелем, железа с никелем, хромом, кремнием, марганцем.

В твердом растворе внедрения атомы растворенного компонента размещаются в свободных промежутках между атомами основного металла. Обычно твердый раствор внедрения возникает в системе, состоящей из металла и неметалла, например в сплаве железа с углеродом. При образовании твердых растворов металлов повышаются прочность, твердость и электрическое сопротивление, но понижается пластичность в сравнении с основным металлом. Твердые растворы составляют основу технических сплавов: конструкционных, нержавеющих и кислотоупорных сталей, латуней, бронз.
Химические соединения образуются при строго определенном количественном соотношении компонентов. К химическим соединениям относится, например, карбид железа (цементит), входящий в состав сплавов железа с углеродом:
3Fe + С = Fe3C.
Цементит отличается высокой прочностью и твердостью, но весьма хрупок. Химические соединения металла с металлом называют интерметаллическими. Сюда входят, например, соединения алюминия с медью СиА12, магния с цинком MgZn2 и др. Интерметаллические соединения чаще всего не подчиняются правилу нормальной валентности. Присутствие химических соединений упрочняет сплавы, но одновременно снижает их пластичность.
Механические смеси возникают в результате срастания кристаллов компонентов, одновременно выпадающих из жидкого расплава при его охлаждении. В кристаллах, входящих в состав механической смеси, сохраняется кристаллическая решетка исходных компонентов сплава. Таким образом, каждый из компонентов сохраняет свои специфические свойства. Механические смеси могут состоять из чистых компонентов, твердых растворов или химических соединений.
Все металлы и сплавы подразделяют на черные и цветные.
Чёрные и цветные металлы
Чугун содержит углерода от 2 до 4,3%, в специальных чугунах (ферросплавах) количество углерода может достигать 5% и более.
Чугун выплавляют в доменных печах из железных руд. Железные руды представляют собой природную смесь окислов железа и минеральной части, называемой пустой породой (кремнезема, глинозема). В процессе плавки руды железо восстанавливается из окислов, освобождается от вредных примесей и отделяется от пустой породы.
Чугуны, получаемые при доменной плавке, в зависимости от состава и назначения делятся на серые, белые и ковкие.
Серый, или литейный, чугун получают в результате медленного остывания жидкого чугуна при значительном содержании в руде углерода и кремния. Этот вид чугуна имеет от 1,7 до 4,2% углерода и до 4,25% кремния. Серый чугун хорошо заполняет формы и легко обрабатывается режущими инструментами. После переплавки чугуна в печи он пригоден для разливки в заранее приготовленные, формы.
В сером чугуне углерод находится в свободном состоянии в виде чешуек графита. Такое строение чугуна придает ему в местах излома серый цвет.
Белый, или передельный, чугун содержит до 4,5% углерода. В зависимости от способа.получения в чугун вводят следующие добавки; кремний, марганец, фосфор, серу. Этот вид чугуна получается при быстром остывании жидкого чугуна. Углерод находится в белом чугуне в связанном состоянии в виде цементита. В местах излома чугун имеет белый цвет. Белый чугун тверд и хрупок; его используют главным образом как сырье для производства стали.
Ковкий чугун содержит от 2 до 2,2% углерода. Его получают из белого чугуна. Отливки закладывают в стальные ящики с чистым песком и томят в печах, т. е. подвергают длительному нагреванию, а после этого медленно охлаждают.
Сталь (ГОСТ 5157—53) содержит углерода до 2%. Сталь обладает высокими механическими показателями и технологическими свойствами.
Сталь получают из чугуна различными способами. Независимо от способа сущность процесса сталеварения заключается в окислении нежелательных примесей, содержащихся в чугуне, и уменьшении содержания в нем углерода, кремния, марганца, фосфора, серы.
Бессемеровский конвертерный метод получения стали из чугуна осуществляется в конвертере.
В конвертере через толщину чугуна продувают сжатый атмосферный воздух при давлении до 2,5 кгс/см2, в результате чего углерод выжигается и чугун превращается в сталь. Выделяющееся при этом тепло повышает температуру металла до 1600° С. В последнее время на многих металлургических заводах через чугун в конвертерах продувают воздух, обогащенный кислородом, или чистый кислород. Это повышает качество выплавляемой стали.
Мартеновский процесс получения стали из чугуна заключается в следующем. Твердый или расплавленный чугун с добавкой скрапа1 или руды плавят на поду мартеновской печи. Требуемая температура при этом создается за счет горения подогретой смеси газообразного топлива и воздуха.
Назначение мартеновского процесса состоит в том, чтобы удалить (выжечь) из расплавленного металла те элементы, которые не должны быть в готовой стали и которые попадают в расплавленный металл из шихты или из газовой среды, а также в том, чтобы снизить до требуемой нормы содержание тех элементов, которые являются" необходимой составной частью стали. В случае надобности процесс завершается введением в сталь легирующих элементов.
Мартеновская сталь по качеству выше конвертерной, однако конвертерный способ более производительный.

Электроплавильный способ получения стали является наиболее совершенным по сравнению с описанными выше методами. По сущности протекающих процессов электроплавильный способ не отличается от мартеновского. Но электроплавка позволяет получить высококачественные стали и упростить технологический процесс выплавки. Широкое применение этого способа пока еще ограничивается высокой стоимостью электроэнергии.
По химическому составу стали подразделяются на углеродистые и легированные; оба эти вида сталей применяются в строительстве. К углеродистым сталям относятся: машиностроительная (конструкционная) с содержанием марганца до 1,1% при содержании углерода до 0,75%, инструментальная с пониженным содержанием марганца (до 0,4%) при содержании углерода выше 0,6%. Легированные стали бывают низколегированные с содержанием легирующих элементов не более 2,5%, среднелегированные с общим содержанием легирующих элементов от 2,5 до 5,5%, высоколегированные с общим содержанием легирующих элементов более 5,5%.
В зависимости от назначения сталь имеет четыре класса: строительная — используется в виде проката без термической обработки для конструкций мостов, зданий, вагонов и т. д.; машиностроительная — применяется для изготовления деталей машин; инструментальная— для изготовления различного металлорежущего и другого инструмента; специального назначения— нержавеющая кислотоупорная, жаропрочная, окалиностойкая и др.
К черным металлам относят железо и сплавы на его основе - сталь и чугун. На долю черных металлов приходится около 95 % производимой в мире металлопродукции. С целью придания черным металлам специфических свойств в их состав вводят улучшающие или легирующие добавки (никель, хром, медь и др.). Черные металлы в зависимости от содержания углерода подразделяют на стали и чугуны.
Сталь - ковкий железоуглеродистый сплав с содержанием углерода до 2 %. Это один из основных конструкционных строительных материалов. Из стали изготовляют строительные конструкции, трубопроводы, арматуру для железобетона.
По способу получения тали разделяют на мартеновские, конвертерные и электростали. По химическому составу в зависимости от входящих в сплав химических элементов стали бывают углеродистые и легированные.
Углеродистая сталь наряду с железом и углеродом содержит до 1 % марганца, до 0,4 % кремния, а также примеси серы и фосфора. Если количество примесей не превышает заданного верхнего предела, их называют нормальными.
Чугун - железоуглеродистый сплав с содержанием углерода 2...4,3 %. В его состав входят также марганец, сера, кремнийд фосфор. Основная масса чугуна идет на производство стали. Кроме того, его используют как самостоятельный конструкционный материал В зависимости от формы связи углерода различают белый и серый чугун.
Белый чугун содержит углерод в химически связанном состоянии в виде карбида железа Fe3C.
В сером чугуне углерод находится в свободном состоянии в виде графита.
Чёрная металлургия
Отрасль тяжёлой индустрии, включающая комплекс взаимосвязанных подотраслей: собственно металлургическое (доменное, сталеплавильное, прокатное), трубное и метизное производства, добычу, обогащение и окускование рудного сырья, коксохимическое производство, производство ферросплавов и огнеупоров, добычу нерудного сырья для чёрной металлургии и вторичную обработку чёрных металлов. Важнейшие виды продукции чёрной металлургии: горячекатаный и холоднокатаный прокат, стальные трубы и металлоизделия.
Чёрная металлургия — основа развития большинства отраслей народного хозяйства. Несмотря на бурный рост продукции химической промышленности, цветной металлургии, промышленности стройматериалов, чёрные металлы остаются главным конструкционным материалом в машиностроении и строительстве. Так, удельный вес чёрных металлов в общем объёме конструкционных материалов, потребляемых ведущими отраслями машиностроения СССР, превышал в 1976 96%. Отрасль потребляет примерно 20% топливно-энергетических ресурсов страны.
На протяжении тысячелетий развитие человеческого общества неразрывно связано с использованием железа как основного материала для изготовления орудий труда. В. И. Ленин называл железо одним из фундаментов цивилизации, одним из главных продуктов современной промышленности.

Производство железа на территории России известно с древнейших времён. Железные руды плавили вначале в сыродутных горнах, затем (примерно с 9 в.) в специальных наземных печах-домницах с дутьём ручными мехами. Заводское производство чугуна и железа началось в 1632—37, когда близ Тулы был построен первый завод с доменной печью, выплавлявшей до 120 пудов чугуна в сутки. В 1700 было выплавлено около 150 тыс. пудов чугуна. Увеличив за первую четверть 18 в. его выплавку в 5 раз, Россия заняла по производству чёрных металлов 1-е место в мире и до начала 19 в. удерживала его. Однако в последующие годы темп роста Ч. м. снизился, и к 1913 страна занимала лишь 5-е место в мире, а её доля в мировой выплавке чугуна и стали составляла 5,3%.
Технология промышленного получения стали
Железо — один из наиболее распространенных в природе элементов. В земной коре его содержится около 5 %. Однако в чистом виде оно не встречается, так как легко соединяется с кислородом, образуя оксиды. Наиболее известные железные руды, из которых получают железо, — магнетит FeeCU (содержащий более 70 % железа), гематит Fe3C>3 (30—50%), лимонит FeO(OH) и др. Наряду с чистым железом в руде содержатся углерод, другие металлы, а также вредные примеси — сера, фосфор, азот и т. п.
Первичный продукт, получаемый из руды, — чугун (сплав железа с углеродом). Чугун производят в доменных печах путем плавления при Т=1600°С железной руды с добавлением кокса и известняка; В процессе сжигания кокса происходит восстановление железа, в то же время известняк предназначен для более легкого отделения неметаллических примесей вместе со шлаком. Расплавленный чугун как более тяжелая составная часть собирается на дне печи и затем выпускается наружу в специальные изложницы. Полученный серый чугун крупнозернистой структуры с 4 %-ным содержанием углерода применяется для литья, белый чугун мелкозернистой структуры — для производства стали.
Сталь — сплав железа с углеродом, процентное содержание которого благодаря особой обработке (легированию) уменьшено до количества, не превышающего 1,2 %. В современной металлургии для получения стали из чугуна используются три способа: мартеновский, бессемеровский и томасовский
. Основным сырьем, для получения стали служат белый чугун, металлолом и отходы (стальной скрап), а также добавки в виде кремния, марганца, хрома, никеля, меди и др. для получения сортов стали с заранее заданными свойствами.
Наиболее распространенный способ получения строительных сталей — мартеновский.

Этот способ заключается в том, что на расплавленный чугун, помещенный в специальную печь, обложенную огнеупорами, непрерывным потоком подается воздух с горячим газом, поддерживающим t =2000 °С. Под воздействием такой температуры из расплавленной массы в течение 4—12 ч (в зависимости от требуемого качества стали) сгорает углерод, процентное содержание которого строго контролируется.

Кислородно-конвертерный способ получения стали, получающий в последнее время все большее распространение в мировой практике, состоит в продувке через расплавленный чугун горячей смеси воздуха с кислородом под давлением. В результате в расплавленном чугуне сгорают углерод и вредные примеси. В зависимости от состава внутренней огнеупорной обкладки конвертера способ называется бессемеровским (кислая обкладка) либо томасовским (основная футеровка). Томасовский способ выплавки стали не гарантирует требуемые качества, поэтому данная сталь для строительных конструкций в стране не применяется.
Наиболее качественные многократно легированные стали получают в специальных электрических печах. Максимальная температура около 2200 °С достигается с помощью электродуги, возникающей между двумя угольными электродами. Достоинство способа в том, что на расплавленный металл не попадают вредные элементы из воздуха и газа, как это имеет место в первых двух способах. Сталь, полученная любым методом, отливается в специальные формы и отправляется в таком виде для дальнейшей обработки по производству проката, литья и других изделий.

Цветные металлы. К цветным (нежелезным) относят все металлы, кроме железа. Чаще всего в строительстве используют металлы и сплавы на основе алюминия, меди, цинка и титана.
Металлы очень технологичны: во-первых, изделия из них можно получать различными индустриальными методами (прокатом, волочением, штамповкой и др.), во-вторых, металлические изделия и конструкции легко соединяются друг с другом с помощью болтов, заклепок и сварки.
Однако, с точки зрения строителя, металлы имеют и недостатки. Высокая теплопроводность металлов требует устройства тепловой изоляции металлоконструкций зданий. Хотя металлы негорючи, но металлические конструкции зданий необходимо специально защищать от действия огня. Это объясняется тем, что при нагревании прочность металлов резко снижается и металлоконструкции теряют устойчивость и деформируются. Большой ущерб народному хозяйству наносит коррозия металлов. И наконец, металлы широко применяют в других отраслях промышленности, поэтому их использование в строительстве должно быть обосновано экономически.
Металлургия (от греческого «металлон»— «рудник», «металл» и «эргон»—«работа») — в первоначальном, узком значении «искусство выплавлять металлы из руд». В современном значении — это область науки и техники и отрасль промышленности, охватывающие все процессы получения металлов и сплавов и придания им определенных форм и свойств.
Исторически сложилось разделение металлургии на цветную и черную. К черной металлургии относятся сплавы на основе железа — чугун, сталь, ферросплавы (на долю черных металлов приходится около 95% всей произведенной в мире металлопродукции). Цветная металлургия включает производство большинства остальных металлов. Кроме того, металлургические процессы применяются и для получения неметаллов и полупроводников (кремний, германий, селен, теллур и др.). А в целом современная металлургия охватывает процессы получения почти всех элементов периодической системы, за исключением галоидов и газов.
Стремительно развивается наука о металлах — металловедение, основы которой заложили русские ученые П. П. Аносов и Д. К. Чернов. Металловеды познают структуру металлов, находят пути для улучшения ях свойств, создают новые сплавы, позволяющие конструкторам разрабатывать принципиально новые машины — особо легкие, особо прочные и т. д.
Основу современной черной металлургии составляют заводы, каждый из которых по территории и количеству работающих равняется небольшому городу. Сложный путь проходит здесь металл. Сначала на горно-обогатительных комбинатах (ГОК) обогащают руду, затем на заводах черной металлургии ее обжигают, превращая в агломерат или окатыши. Из них в доменных печах выплавляют чугун. Затем чугун попадает в сталеплавильный цех, где его переплавляют в сталь в мартеновских печах, кислородных конверторах или электропечах (см. Электрометаллургия). Стальные слитки транспортируют в прокатные цехи, где из них делают металлические изделия: рельсы, балки, листы, трубы, проволоку (см. Прокатка, прокатный стан). Между цехами проложены рельсы, по которым ходят железнодорожные составы, развозя руду и жидкий чугун, стальные слитки и готовый прокат.
Такой же, а в ряде случаев и более сложный путь проходят металлы и на заводах цветной металлургии. Технологический процесс получения некоторых цветных металлов включает десятки операций.
А что же ждет металлургию в будущем? Неужели человечеству, чтобы удовлетворить свои потребности в металле, придется постоянно строить гигантские заводы? Ведь не следует забывать, что металлургия в основном имеет дело с огнем: чтобы расплавить руду или сталь, их нужно нагреть до высокой температуры. А пирометаллургия (так называется отрасль металлургии, которая использует нагрев металла: от греческого слова «пир»—«огонь») сжигает кислород воздуха, засоряет атмосферу отходами сгорания, тратит много пресной воды на охлаждение агрегатов. Короче говоря, наносит вред природе. Поэтому ученые разработали новые пути развития металлургии. Это, прежде всего, прямое восстановление железа из руды, минуя доменный процесс. Установки прямого восстановления, которые полностью автоматизированы и надежно герметизированы, будут выплавлять из руды металлические слитки или чистый железный порошок. А потом слитки или порошок, упакованный в контейнеры, доставят на машиностроительные заводы, где из них изготовят изделия либо обычным методом, либо методом порошковой металлургии. Эти заводы вовсе не обязательно делать такими огромными, как существующие. Наоборот, они будут маленькими и, как предполагают ученые, иногда мобильными, т. е. подвижными. На баржах или с помощью вертолетов их будут доставлять к небольшим месторождениям руды, разработка которых сейчас считается невыгодной. Мини-заводы, полностью автоматизированные, сделают разработку этих месторождений экономически целесообразной.
Быстрыми темпами развивается электрометаллургия, все более широкое применение находит электричество на всех последующих стадиях обработки металлов. На очереди — создание полностью автоматизированного металлургического производства, управляемого ЭВМ,— металлургические цехи-автоматы.
Коррозия металлов
Процессы разрушения материалов, вызванные действием на них различных химических веществ, называются коррозией. Химические вещества, разрушающие строительные материалы, называются агрессивными. Агрессивной средой может служить атмосферный воздух, вода, различные растворы химических веществ, газы.
Атмосферная коррозия происходит в обычных атмосферных условиях при взаимодействии кислорода воздуха, влаги и металла. Этой коррозии подвергаются изделия, имеющие большую поверхность, например кровли, металлические фермы, стропила, мосты.
Подводной коррозии подвергаются различные сооружения, находящиеся в воде, причем процесс усиливается при наличии в воде даже незначительного количества кислот или солей.
Почвенная коррозия возникает при воздействии почвы на металл водопроводных и канализационных сетей. Коррозия усиливается при наличии в почвенной воде солей и колебаниях уровня грунтовых вод.
В зависимости от природы агрессивной среды коррозия металла может происходить химическим и электрохимическим путем.
Химический коррозионный процесс возникает при действии на металлы сухих газов при высоких температурах или жидких неэлектролитов (жидкостей, не проводящих электрический ток). К химической коррозии относится также разрушение металла кислородом сухого воздуха и другими газами (углекислым, сернистым) .
Электрохимический коррозионный процесс вызывается действием на металл электролитов — жидкостей, nposoдящих электрический ток. При электрохимической коррозии разрушение металла связано с возникновением и протеканием электрического тока с одних участков металла на другие. При действии на металл растворов кислот и щелочей металл отдает свои ионы электролиту, а сам постепенно разрушается. Электрохимический коррозионный процесс может возникать также при контакте двух разнородных металлов. Например, при контакте железа с хромом будет разрушаться хром, железа с медью — железо.
В некоторых случаях коррозионный процесс вызывают блуждающие токи, растекающиеся в грунте от рельсов электрифицированных железных дорог и проходящие через толщу земли, а также по различным металлическим устройствам, уложенным в земле (электрокабелям, трубам водопровода). Блуждающие токи, попав на металлические трубопроводы и другие подземные устройства, находящиеся во влажной и подсоленной почве, создают условия для электролиза. Ионы (электрически заряженные частицы металла), переходят в почвенный раствор (электролит); в результате потерь элементарных частичек металла на подземных кабелях, водопроводных и канализационных трубах возникают коррозионные язвы.
Коррозионный процесс может быть местным, когда разрушение металла происходит на некоторых участках, равномерным, когда металл одинаково разрушается по всей поверхности, и межкристаллитным, когда разрушение происходит по границам зерен металла. Чистая незащищенная поверхность металла в большинстве случаев подвергается коррозионным процессам различных видов. Образующаяся при этом на поверхности некоторых металлов окис-ная пленка может приостановить развитие коррозионного процесса. Такие защитные пленки появляются,на поверхности меди, бронзы, алюминия. Сталь принадлежит к металлам, которые плохо сопротивляются коррозионному процессу; разрушения поверхности стальных изделий, вызванные коррозионным процессом, быстро распространяются и на внутренние слои металла,
Потери от коррозионных процессов приносят народному хозяйству большой материальный ущерб. Бороться с этим явлением можно различными средствами.
Где возможно, металлы заменяют другими материалами, которые менее восприимчивы к коррозии. Е-сли металлические конструкции, заменить нельзя, их покрывают лаками, эмалями. Образующаяся при этом пленка предохраняет металл от действия внешней среды. Для защиты от коррозии металлические конструкции покрывают красками, оцинковывают, лудят, хромируют. Кроме того, для изготовления конструкций используют металлы, наибрлее стойкие в данной агрессивной среде. Например, низколегированные стали используют в условиях низкой влажности и воздействия щелочей, высоколегированные - в условиях повышенной влажности и высокоагрессивных газов.. Легирование -никелем резко повышает стойкость стали против атмосферной и,подводной коррозии.
Металлические строительные конструкции защищают, от коррозионных процессов способом газопламенного напыления на их поверхность порошкообразных пластичных полимеров, в том числе полиэтилена, полипропилена, капрона, а также специальными.составами из этих материалов с добавкой или без добавки порошкообразных наполнителей и красителей.
В соответствии с утвержденной Стратегией развития металлургической промышленности России на период до 2020 года главной целью развитияроссийской металлургии является обеспечение растущего спроса на металлопродукцию в необходимых номенклатуре, качестве и объемах поставок металлопотребляющим отраслям на внутренний рынок (с учетом перспектив их развития), на рынок стран СНГ и мировой рынок на основе ускоренного инновационного обновления отрасли, повышения ее экономической эффективности, экологической безопасности, ресурсо- и энергосбережения, конкурентоспособности продукции, импортозамещения и улучшения сырьевого обеспечения.
В целом российская металлургическая промышленность – это успешный в инвестиционном отношении сегмент экономики. Предприятия способны реализовывать крупные проекты, в том числе и за рубежом. На большинстве предприятий реализуются инвестиционные программы развития.
Приоритетный сценарий инновационного развития отрасли, наряду с использованием конкурентных преимуществ в энерго-сырьевом секторе, предполагает прорыв в развитии высоко- и среднетехнологичных производств. Инновационный сценарий выступает в качестве целевого для экономической политики, поскольку только он в полной мере позволяет реализовать стратегические ориентиры развития экономики России.
Реализация данного сценария в развитии металлургической промышленности характеризуется опережающим развитием внутреннего спроса на продукцию с высокой добавленной стоимостью, что, в свою очередь, будет способствовать развитию новых технологий и производства высокотехнологичных видов продукции.
В соответствии с данным сценарием, к 2020 году прирост потребления готового проката на внутреннем рынке по сравнению с 2007 годом может составить 16-24 млн.тонн (до 53 - 61 млн.тонн). При этом вследствие опережающих темпов роста производства продукции с высокой добавленной стоимостью потребление готового проката в металлургическом комплексе вырастет примерно в 1,7 раза, а доля готового проката, потребляемого металлургическим переделом вырастет до 54-55% по сравнению с 47% в 2007 году.
Основными факторами, определяющими рост спроса внутреннего рынка в период до 2020 года будут являться:
§ реализация проектов утвержденных отраслевых стратегий развития промышленности;
§ развитие инфраструктурных проектов (Сочи-2014, АТЭС-2012, национальные проекты, реформирование ЖКХ);
§ развитие оборонно-промышленного отрасли;
§ освоение новых проектов топливно-энергетического отрасли.
Также ожидается рост спроса со стороны наиболее металлоемких подотраслей машиностроительного комплекса – железнодорожного, подъемно-транспортного, сельскохозяйственного, строительно-дорожного машиностроения, автомобильной промышленности, оборонно-промышленного отрасли, энергетического и атомного машиностроения. Потенциально высоким может быть спрос на металлопродукцию для железнодорожного транспорта, в том числе на рельсы для высокоскоростных магистралей.
Прогнозируется повышение спроса на прокат из легированных сталей –инструментальных, подшипниковых, нержавеющих. В связи с прогнозируемым развитием листоемких производств опережающими темпами будет расти потребление листового проката (25-31 млн.тонн по сравнению с 18,5 млн.тонн в 2007 году). Потребление холоднокатаного листового проката в 2020 году может составить 8,6-12,1 млн.тонн по сравнению с 5,8 млн.тонн в 2007 году, что будет определяться, в первую очередь, развитием производства листа с защитными покрытиями.
Достаточно мощный инновационный потенциал, созданный в металлургическом комплексе, особенно благодаря резкому увеличению инвестиций в период после 2003 года, является надежной базой для значительного наращивания производства. В 2004-2008 гг. среднегодовой объем инвестиций по металлургическому комплексу составил более 6 млрд. долл. и превысил аналогичный показатель за период 2000 - 2003 гг. в 2,4 раза. В расчете на 1 т выплавленной стали инвестиции по предприятиям черной металлургической промышленности России в 2004- 2008 гг. составили 45 - 48 долл., что почти в 1,5 раза превышало уровень, соответствующий практике высокоразвитых стран.
За последние годы введены в действие ряд крупных современных агрегатов в черной и цветной металлургической промышленности. Создание новых мощностей на металлургических предприятиях России осуществлялось в основном на базе передового импортного оборудования, что создало достаточно прочную техническую базу для успешной конкуренции на рынках металлопродукции.
В результате ускорения темпов внедрения инноваций прогнозируется улучшение производственной структуры металлургической промышленности – в первую очередь, за счет повышения доли конкурентоспособных мощностей (на всех переделах), а также за счет увеличения доли мощностей для выпуска продукции более глубокой степени переработки, доли импортозамещающих и новых производств. Все это позволит улучшить структуру товарной продукции металлургической промышленности, повысить ее конкурентоспособность и адекватность требованиям рынков.
Реализация крупных инвестиционных проектов обеспечит:
· снижение ресурсоемкости производства металлопродукции за счет увеличения объемов разливки стали на машинах непрерывного литья заготовок, практически полного прекращения производства мартеновской стали (к 2020 годам), увеличения объемов производства алюминия в электролизерах с повышенной силой тока, роста объемов производства тяжелых цветных металлов с использованием автогенных процессов;
· снижение вредного воздействия предприятий на окружающую среду (комплекс мероприятий по охране окружающей среды в аглодоменном и коксохимическом производствах черной металлургической промышленности; на предприятиях алюминиевой и медно-никелевой подотраслей);
· повышение качества и увеличение добавленной стоимости продукции за счет увеличения объемов выплавки стали в электропечах; доли стали, подвергнутой внепечному вакуумированию, роста объемов производства проката тяжелых цветных металлов на машинах непрерывной разливки и отделки; расширения номенклатуры и увеличения доли продукции глубокой переработки металлов;
· увеличение производства высокотехнологичных эффективных видов металлопродукции, в том числе для нужд оборонно-промышленного отрасли: толстого широкого листа, холоднокатаного проката и изделий из него с различными видами покрытий, термообработанных длинномерных рельсов.
Созданный за последние годы производственно-технический потенциал металлургической промышленности (разнообразный объем основных фондов предприятий, развитая инфраструктура большинства предприятий, включающая объекты электроэнергетики и транспорта, достаточно высокий технико-технологический уровень производства большинства металлов, наличие крупного банка разработанных и готовых к внедрению технологий мирового и выше мирового уровня), а также инвестиционные возможности предприятий способны обеспечить инновационное обновление и повысить конкурентоспособность отрасли.
Приоритетными являются инновации, связанные с выпуском новых видов продукции, развитием производства продукции более высокой технической готовности, прокатной продукции из легких и тяжелых цветных металлов, электродной, углеграфитовой, твердосплавной, полупроводниковой продукции, а также инновации, направленные на совершенствование технологий, улучшение экологической ситуации, снижение расходов всех видов ресурсов, поскольку в настоящее время ресурсоемкость российских производств в основном выше, чем за рубежом. Активизация инновационной деятельности ослабит негативное влияние факторов, создающих угрозу развитию металлургической промышленности. Технический прогресс в металлургической промышленности, включая создание прорывных технологий и отрасли перспективных материалов, будет обеспечен, прежде всего, работами отраслевых научных учреждений. Будут модернизированы все сферы производственной деятельности.
На перспективу до 2020 года металлургическая промышленность будет в целом соответствовать мировому уровню. В результате ввода в действие новых современных агрегатов и реконструкции действующих коэффициент обновления основных фондов вырастет до 4-5% против существующих сегодня 2,5%-3%. Снизится ресурсоемкость производства на 13-15% к 2015 году и на 15-17% к 2020 году.
По отдельным металлургическим переделам в результате инновационного развития будет обеспечено:
в доменном производстве:
строительство на ряде металлургических комбинатов установок по вдуванию угольной пыли, с выплавкой с применением этого вида топлива до 15-20% чугуна и сокращением потребления природного газа;
в сталеплавильном производстве:
Увеличение доли стали, полученной с МНЛЗ до 98 –99% против 71% в 2008 г.;
Ликвидация мартеновского производства стали;
Снижение расхода металла на прокат с 1142 кг/т до 1088 кг/т в 2020 г;
Ввод в действие сверхмощных электропечей, что обеспечит расход электроэнергии на уровне 350-380 кВт-ч/т против 500 кВт-ч/т в настоящее время на крупных электропечах металлургических предприятий России;
Увеличение доли выплавки стали в электропечах с 27,1% до 39%;
Увеличение доли стали, подвергнутой внепечному вакуумированию в общем объеме производства стали с 4,4% в 2007 г. до 15% в 2020 г.;
в прокатном производстве:
Рост доли листового металла в общем производстве листового и сортового проката до 62-65%, что соответствует современному уровню промышленно-развитых зарубежных стран, доли холоднокатаного листа в общем выпуске листового проката до 36%
В результате совершенствования техники и технологии к 2020 году на каждую тонну готового проката будет производиться меньше (против уровня 2007 года): железной руды – на 211 кг, кокса –на 107 кг, чугуна – на 124 кг, стали – на 125 кг.; труб- больше на 23%, металла с покрытием и жести- больше в 2 раза. Энергоемкость 1 т стали снизится на 265 кг. условного топлива.
в производстве цветных металлов:
Увеличение доли производства алюминия в электролизерах с повышенной силой тока к 2020 г. до 90%;
Увеличение объемов производства тяжелых цветных металлов с использованием автогенных процессов, рост их доли в общем выпуске к 2020 г. до 95%-97%.
В целях удовлетворения перспективного спроса основных отраслей-потребителей металлопродукции, на период до 2020 года необходимо реализовать ряд научно-исследовательских разработок, в том числе:
1. Для использования в строительстве, автомобильной промышленности, коммунальном хозяйстве и других отраслях:
· Разработка технологии и освоение производства микро- и низколегированных хладостойких сталей с высокими показателями стойкости к процессам локальной коррозии в водных средах, для нефтепромысловых сетей, систем тепло- и водоснабжения, водоводов, тяжело нагруженных строительных конструкций и других назначений;
· Разработка и освоение технологий производства автолистовых сталей с уникальным сочетанием показателей прочности и пластичности при использовании нетрадиционных схем достижения указанных характеристик;
· Разработка технологии производства коррозионностойкого покрытия сплавом ZN, Al, Mg для строительной, автомобильной и других отраслей экономики;
· Освоение производства новых высокопрочных сталей с цинковым покрытием для кузовных деталей автомобилей;
· Разработка технологии токопроводящей грунтовки для цинкования автомобильного листа;
· Создание нового класса огнестойких строительных сталей, отвечающих требованиям пожароустойчивой эксплуатации до 700-800 0 С;
· Разработка технологических основ получения наноструктурированных диффузионных промежуточных и поверхностных слоев металлических покрытий, обеспечивающих получение принципиально новых качественных показателей металлопродукции массового производства (жесть, оцинкованных лист и др.);
· Разработка технологии получения наноструктурированных покрытий методом вакуумного нанесения на углеродистые стали;
· Разработка технологии производства нового поколения коррозионно-стойких биметалловдля увеличения ресурса работы металлоконструкций в 1,5-2 раза.
2.Для использования в нефтеперерабатывающей, нефтехимической, химической, автомобильной, машиностроительной, коммунальном хозяйстве и других отраслях промышленности :
· Разработка и освоение прорывных технологий производства прогрессивных видов биметаллического проката и труб с предельно высокой прочностью (не менее 350 Н/см 2) и сплошностью (0-1 класс по результатам УЗК) соединения слоев, плакированных коррозионностойкими и другими типами стали, титаном, цветными металлами;
· Разработка нового поколения сталей и сплавов устойчивых к разрушению в активных водород и углеродсодержащих газовых средах для установок производства и переработки синтез-газа, каталитического синтеза, термообработки в восстановительных и контролируемых атмосферах, цементации, глубокой переработки нефти и каменного угля, нового технологического оборудования производства водорода в промышленных масштабах;
· Создание нового поколения наноструктурированных нержавеющих сталей на основе комплексного метода криогенно-деформационной и термической обработок;
· Создание нетрадиционно легированных суперэкономичных коррозионностойких сталей с 9-14 % хрома, обладающих повышенной стойкостью в агрессивных средах на уровне хромоникелевых сталей для систем трубопроводного транспорта газо - и нефтепродуктов.
3. Для изучения и освоения континентального шельфа Российской Федерации :
· Разработка стратегических принципов и новых научных подходов к выбору технологий производства сталей, толстолистового проката и плит для морских платформ. Освоение производства металлопродукции, обеспечивающей наиболее высокий комплекс потребительских свойств и экологической безопасности платформ при эксплуатации в условиях континентального шельфа РФ на базе новейших достижений науки и металлургических технологий;
· Разработка комплексных технологий производства качественно новых видов металлопродукции для оборудования нефтегазовой промышленности, эксплуатирующегося в условиях континентального шельфа РФ. Освоение производства сталей для насосно-компрессорных, обсадных, холоднокатаных труб, фонтанной арматуры, скважинного и устьевого оборудования с уникальным сочетанием коррозионной стойкости, износостойкости и других потребительских свойств;
· Разработка концепции и внедрение на отечественных предприятиях нового поколения высокопрочных экономно-легированных конструкционных сталей для ТЭК, в том числе трубных сталей, с повышенными эксплуатационными характеристиками, производимых по инновационным комплексным металлургическим технологиям на основе получения ультра-мелкодисперсных микроструктур, альтернативных вариантов термо-механической обработки стали и использования элементов наноструктурирования, и обеспечивающих высокотехнологичными отечественными материалами освоение континентального шельфа - строительство морских буровых платформ, подводных трубопроводов, емкостей для сжиженного природного газа;
· Разработка состава высокопрочной стали типа Х120 для труб и сварных конструкций с улучшенной свариваемостью и эксплуатационными свойствами.
4. Для использования в машиностроении:
· Разработка методов получения наноструктурного перлита в массивных изделиях, а также наноразмерных фаз в безникелевых высокопрочных, конструкционных сталях и создание на их основе технологий производства перспективных экономнолегированных материалов с высоким запасом прочности и вязкости;
· Разработка научных основ и технологии поверхностной обработки промышленных сталей и сплавов с помощью высокоэнергетических воздействий и гомогенно-гетерогенных катализаторов для создания суперпрочных нанокристаллических слоев, стойких к истиранию;
· Разработка технологии ультразвуковой обработки поверхности для создания упрочненных поверхностных слоев с нанокристаллической структурой в аустенитных и мартенситных сталях;
· Разработка самоорганизующихся (адаптирующихся) наноструктурированных, в т.ч. многослойных наноламинатных покрытий для экстремальных условий эксплуатации в различных областях машиностроения;
· Создание опытно-промышленных установок для получения перспективных наноматериалов методами закалки из расплава и интенсивной пластической деформации;
· Создание сверхвысокопрочных свариваемых сталей повышенной износостойкости с пределом текучести до 1600 Н/мм 2 , взамен используемых сталей с пределом текучести не более 800 Н/мм 2 .
5. Для использования в нефтегазовом комплексе, энергетике и других отраслях промышленности:
· Разработка технологии производства крупных слитков (140-650 тонн) из конструкционных высокопрочных сталей и сплавов;
· Создание азотсодержащих низко- и высоколегированных сталей нового поколения и промышленных технологий их производства с увеличенными на 30-40% ресурсом и надежностью эксплуатации оборудования, работающего в экстремальных условиях и средах особо высокой агрессивности;
· Разработка технологии производства трубных заготовок из теплоустойчивых сталей для труб теплоэнергетики с повышенными в 1,5 раза эксплуатационными характеристиками;
· Создание нового класса сплавов, обладающих уникальным сочетанием служебных высокотемпературных характеристик, включающим высокую стойкость к абразивному износу, сопротивление окислению и жаропрочностью для деталей установок переработки газового конденсата;
· Создание модульной технологической линии и разработка карботермической технологии получения кремния сорта SoG-Si («солнечного качества»), для солнечных преобразователей.
6. Для железных дорог:
· Разработка и запуск в серийное производство длинномерных рельс всех типов с востребованными качественными и ценовыми характеристиками;
· Разработка рельсовых и шпальных креплений, позволяющих длительно держать колею в соответствующих параметрах;
· Разработка и освоение производства высокопрочных железнодорожных колес, в том числе из легированных сталей, для грузовых вагонов нового поколения с нагрузкой на ось 30 т.
Как и в любой другой производственной области, в металлургии постоянно разрабатываются и внедряются новейшие технологии. Они позволяют снижать финансовые затраты, наращивать объемы производства и улучшать качество. Компании, занимающие лидирующие позиции на рынке, стараются быть в курсе всех инноваций и по возможности используют их.
Добыча золота
Среди новейших технологий в цветной металлургии важное место занимает добыча золота. Для получения золотой руды ученые разработали следующие современные способы:
- Скважинная гидродобыча золота. В основе метода лежит подача жидкости по скважинам, которая размывает породу. Далее происходит откачка жидкого раствора с частичками металла на поверхность уже по другим скважинам.
- Золото можно извлекать из россыпей и руд микробиологическим способом с применением специальных бактерий Thiobacillus ferroxidans. Они делают возможным процесс выщелачивания драгоценного металла из концентратов. Эта методика значительно экономит бюджет, так как не требуется дорогостоящий обжиг. Кроме того, она экологична, потому что не происходит загрязнения воздуха токсическими испарениями.
Производство стали
Новейшие технологии добычи металлов позволяют получать сталь. Она образуется путем соединения углерода с железом и разными гелирующими элементами (если есть такая необходимость). Способов ее выплавки существует несколько. Вот самые высокопродуктивные и современные:

- Электроплавильный. Суть метода ─ выплавление качественной легированной стали с помощью дуговых печей. Подобные агрегаты характеризуются тем, что металл в них плавится очень быстро. Кроме того, возможно получение стали и сплавов любого состава. Неметаллические включения, сера и фосфор содержатся в них в небольшом количестве. Использование данного способа пока ограничено из-за высокой стоимости электроэнергии.
- Конверторный. Основа процесса – это продувка кислородом жидкого металла, окисление чугуна и трансформирование его в сталь. Из преимуществ метода следует отметить высокую производительность, низкую себестоимость стали, компактность и простоту устройства конвертера.
В доменных печах осуществляется освобождение из руды железа и выплавление чугуна. Он бывает двух видов:
- литейный (для отливки чугунных заготовок);
- предельный (применяется для изготовления стали).

Усовершенствование доменного производства направлено на увеличение мощности печей и улучшение подготовки сырых материалов к плавке. Кроме того, большое внимание уделяется прогрессивным технологиям, направленным на автоматическое управление за ходом работы печей.
Обработка металла
Новые технологии в металлургии и металлообработке позволяют повысить производительность труда, улучшить качество изделий и уменьшить количество отходов.

Среди научных достижений в сфере обработки металла можно выделить следующие:
- Гидроабразивная резка. При данном способе на материал воздействует тонкая водяная струя, насыщенная абразивными веществами. Она подается в рабочую зону под высоким давлением. Такая технология с успехом используется на производствах, где не допускается искрообразование и чрезмерное нагревание металла. Подобные установки позволяют эффективно очистить ржавчину с поверхности, снять микронеровности.
- Электрохимическая обработка. Она используется для любых металлов и сплавов, в независимости от их механических свойств и химического состава. В основе метода ─ растворение материала в электролитическом составе под действием тока определенной величины. Как результат – поверхностные слои металлов насыщаются сульфидами, нитридами, карбидами. Такие соединения обычно образуются только при высоких температурах. Технология востребована для производства радиаторов, пластин и других биметаллических деталей.
- Лазерная резка. Это способ появился недавно, но уже приобрел большую популярность. Он имеет неоспоримые преимущества: качественные результаты, невысокую цену, эффективность. Для такой резки характерно испарение металла под воздействием лазерного луча. Благодаря данной методике можно получить на заготовках даже минимальные отверстия. Лазером производится размерная прошивка тугоплавких химических элементов (молибдена, вольфрама) и изготовляются детали самых сложных форм без потери качества.
- Магнитноимпульсная обработка. Обрабатываемые изделия подвергаются действию мощных импульсов магнитных полей, вследствие чего возникают характерные вихревые потоки в заготовках. Методика подходит для получения из стали листовых заготовок, формовки малопластичных сплавов (бериллия, титана).
Вторичное сырье. Переработка
Ресурсы черной и цветной руды истощаются ежегодно, а рынок ее потребления имеет тенденцию к неуклонному росту. Металлопродукция всегда необходима во многих областях: судостроении, производстве сантехники, строительной индустрии, машиностроении. Поэтому вполне разумно заниматься переработкой изделий и деталей, которые уже отработали свой ресурс. Это неплохая и прибыльная идея для развития частного бизнеса.

Наиболее просто перерабатывать однотипные металлы, со сплавами же дело обстоит сложнее. Металлический лом отделяют от других отходов, прессуют, запаковывают и отправляют на литейные предприятия. Там он подвергается дальнейшей обработке и переплавке в электрических индукционных печах.
В качестве сырья для повторной переработки чаще используются:
- чугун;
- цинк;
- алюминий;
- медь;
- свинец.
Использование вторичного сырья не только экономически оправдано, но и положительным образом сказывается на экологии. В отличии от первичного литья, здесь не происходит выделения тяжелых металлов и других вредных соединений в окружающую среду.
Металлургия - это та отрасль, в которую постоянно происходят финансовые вливания для разработки инновационных технологий. Поэтому в ближайшие годы появится еще немало интересных новинок, которые прочно войдут в повседневные производственные процессы.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Инновации в цветной и черной металлургии
Выполнила:
Трофимова В.Н.
Группа: р-322
Преподаватель:
Тульверт В.Ф.
Черная металлургия является одной из базовых отраслей национальной промышленности и одним из немногих секторов, который может внести весомый вклад в обеспечение экономического роста в России в XXI веке.
Черная металлургия занимает устойчивые позиции в структуре российской экономики. Согласно статистическим данным, ее удельный вес в общем объеме промышленной продукции составляет примерно 10,5%, а в структуре валового внутреннего продукта - около 4,4%. Данная отрасль - одна из наиболее прибыльных в России. Ее доля в общем объеме прибыли по промышленности увеличилась до 16,5% в 2007 году. Черная металлургия является крупным налогоплательщиком и обеспечивает 14,5% поступлений в бюджетную систему нашей страны. На предприятиях отрасли сконцентрировано около 6% основных производственных фондов и 4,9% численности персонала, работающего в промышленности.
В развитие приведенных инновационных направлений были реализованы следующие конкретные разработки:
Карусельная печь.
Карусельная печь для использования в черной металлургии содержит печь, которая имеет в плане форму кольца и снизу закрыта вращающимся подом, облицованным сверху огнеупорным материалом, и основание этой печи. Под содержит одинаковые кольцевые секторы, которые соединены с образованием кольца, комплементарного кольцу внутренней планировки печи, и которые вращаются вокруг центральной оси этого кольца посредством двух концентрических наборов колес, установленных на двух окружностях на равных расстояниях друг от друга, закрепленных с помощью опор на основании или снизу пода и комплементарных двум окружным рельсам, закрепленным соответственно снизу пода или на основании. Оба указанных набора колес и указанные два рельса установлены с обеспечением распределения поровну действующей на них нагрузки. При использовании изобретения уменьшаются напряжения в конструкции вращающегося пода.
Комплексный синтетический легкоплавкий флюс для черной металлургии. Изобретение относится к черной металлургии и может быть использовано для металлургических процессов выплавки чугуна и стали. Флюс содержит 30-60% углерода, 5-30% оксида кальция 25-65% фторидов натрия, алюминия, кальция и магния, 0,5-5% примесей, в том числе оксиды алюминия, железа, кремния. Изобретение позволит повысить рафинирующую способность металлургических шлаков за счет увеличения в составе флюса содержания легкоплавких и высокоактивных компонентов и оптимизации их соотношения.
Универсальный динамический нанотестер.
Нанотестеры представляют собой микрозондовые системы, предназначенные для проведения комплексного исследования физико-механических параметров различных материалов (от биологических до твердых сплавов и керамик) в субмикрообъемах и тонких приповерхностных слоях методом динамического индентирования на основе анализа зависимости «нагрузка-деформация». Помимо непрерывного индентирования, позволяет реализовывать следующие виды испытаний: определение коэффициента трения, нанотвердости, модуля Юнга, вязкости разрушения; осуществление микропрофилирования, царапанья, моделирования фреттинга и абразивного износа; определение степени адгезии пленок и покрытий.
Исследовательский комплекс для диагностики сыпучих, пористых наноматериалов и жидкостей.
Программно-аппаратный комплекс включает в себя измерительно-силовую головку, контроллер для управления, сбора и первичной обработки потоков данных и программное обеспечение, организующее все циклы работы комплекса.
Может использоваться в двух направлениях:
идентификация продукции в насыпном виде на основе специально созданной базы;
экспресс-контроль свойств, характеристик продукта и их стабильности на разных стадиях производственного цикла.
Объектом диагностики могут быть нанотрубки, металлические порошки (для катализа, для спекания), лекарственные средства, тонкодисперсные пигменты и др., а также различные жидкости.Оригинальный метод диагностики основан на микромеханическом тестировании пористых и слабосвязанных материалов в насыпном виде.Характеризация жидкостей базируется на контроле амплитуды и фазы колебаний зонда в среде.
Инновационные технологии систем производственного водоснабжения заводов черной металлургии.
1. Разработана технологическая модель с математическим описанием сложных, имеющих сетевую структуру систем производственного> водоснабжения. Модель позволяет рассчитать концентрации солей во всех подсистемах, оптимизировать структуру и водно-химический режим систем производственного водоснабжения предприятия.
2. Системно изучены физико-химические и технологические свойства, разработана систематизация окалиномаслосодержащих вод и осадков -- трехфазных микрогетерогенных систем, содержащих жидкую полярную дисперсионную среду, твердую и жидкую аполярную дисперсные фазы. Предложено дополнить существующую классификацию микрогетерогенных дисперсий шестью теоретически возможными трехфазными системами с жидкой дисперсионной средой -- эмульсионно-суспензионными системами.
3. Широко применяется математическая модель для анализа и оптимизации водно-химического режима, и. структуры сложных систем производственного водоснабжения, как при проектировании новых объектов, так и при поэтапном (ступенчатом), возрастании степени замыкания- существующих систем, которое приводит к снижению и прекращению сброса сточных вод.
4. Разработаны и внедреныфеагентные и безреагентные методы и оборудование для. интенсивных процессов глубокой очистки оборотных вод и обезвоживания осадков, основанные на результатах изучения их физико-химических свойств, в т.ч. эффекта гидрофобной ортокинетической флокуляции.
5. Разработаны и внедрены на 4-х заводах России и Украины аппараты типа «0КУД» для глубокого гравитационного обезвоживания окалиномаслосодержащего осадка до влажности" 15% (сыпучее состояние). Технологические особенности процесса обезвоживания определяют минимальную, в сравнении с аналогами, себестоимость получаемого продукта.
Инновации в цветной металлургии России
Цветная металлургия имеет в последние годы один из самых высоких темпов роста производства. Показано, что повышение технологического уровня производства в рыночных условиях определяется ускоренным переводом отрасли на инновационный путь развития.
Технологический уровень металлургических производств в России низок в сравнении с промышленно развитыми странами. Средний износ активной части (машин и оборудования) в металлургической промышленности достиг 70%. Только 30% применяемых технологических схем соответствуют современному мировому уровню, а 28% являются устаревшими и не имеют резервов для модернизации. Недостаточно высокий технологический уровень производств обусловливает значительное отставание по ряду основных технико-экономических показателей российской металлургии от металлургии развитых стран (США, Японии): средняя энергоемкость производства алюминия выше на 20ч30%; количество отходов при выпуске проката выше в 2 раза; средняя производительность труда ниже в 2,5ч3 раза; суммарное удельное негативное воздействие на окружающую среду выше в 2 раза. В этих условиях основным направлением развития металлургии является широкое и ускоренное внедрение инноваций на основе активизации инвестиционной деятельности на всех производственных переделах. При этом государство должно создать условия для перехода металлургической промышленности на инновационный путь развития.
В развитие приведенных инновационных направлений за последние 10 лет были реализованы следующие конкретные разработки.
В области важнейших прикладных исследований:
Разработаны и приняты к внедрению на АО “Челябинский цинковый завод” технология и оборудование для получения свинца из продуктов вельцевания цинковых кеков, обеспечившая повышение извлечения свинца на 0,8%, цинка - на 0,7%, серебра - на 2,5%, индия - на 5-7%;
Разработана и внедрена на АО “Челябинский цинковый завод” флотационная технология извлечения серебра из кеков цинкового производства, позволившая повысить комплексность использования сырья, обеспечив извлечение серебра в сульфидный флотоконцентрат до 98%;
Разработана технология очистки промышленных стоков до требований хозбытовых норм; технология предложена к внедрению на ОАО “Комбинат “Североникель” и АО “Челябинский цинковый завод;
Обоснована и отработана в опытно-промышленных условиях технология извлечения рения из вторичного сырья; показана принципиальная возможность пополнения отечественной сырьевой базы рения за счет вовлечения в переработку вторичного сырья (отходы получения суперсплавов и прочие отходы авиа - и моторостроительной промышленности). Разработанная технология обеспечивает извлечение рения в товарную продукцию до 98,5%, молибдена - до 99%;
Разработана экологически чистая технология утилизации твердых бытовых и промышленных отходов для ГП “Пятигорский теплоэнергетический комплекс”;
Разработана и внедрена безотходная технология переработки чернового сплава аккумуляторного лома на АО “Рязцветмет” с целью получения из него товарной продукции - свинцово-сурьмяного сплава (УС-1, УС-1С, модифицированного селеном) для ЗАО “Подольский АЗ”;
Применительно к РАО “Норильский никель” разработан и внедрен новый технологический режим с применением модифицированного диметилдитиокарбамата (ДМДК), обеспечивший повышение извлечения никеля в одноименный концентрат на 10-12% и содержания никеля с 7,5до 10%. Разработан и предложен к внедрению на РАО “Норильский никель” сульфонатный аполярный собиратель, обеспечивающий повышение попутного извлечения золота и платиновых металлов на 1,5-2%;
Разработана и внедрена беспропарочная технология флотации медно-молибденовых руд с использованием нового флотационного реагента “Берафлот” на МРСП “Эрдэнэт” (Монголия), обеспечившая снижение энергопотребления на 20-30% при сохранении высоких технологических показателях.
В области природоохранных социально востребованных технологий:
Разработана технология очистки и утилизации сбросных газов от SO2 и NOx с использованием импульсно-частотного (стримерного разряда, обеспечивающая степень очистки газов не менее 95% и перевод диоксида серы в серную кислоту до 90%, оксида азота - в азотную кислоту до 80%;
Разработана мембранная технология переработки сложных по составу растворов металлургического производства, обеспечивающая степень очистки растворов от сульфатов тяжелых цветных металлов на 98-99%, от органических веществ - на 85%, позволяющая создать на предприятиях замкнутый водооборот;
Разработана технология переработки серосодержащих металлургических газов с получением комковой серы для производства эффективного дорожного покрытия - сероасфальта и строительного материала - серобетона.
Обогащение руд цветных металлов.
Основой разработанных комбинированных схем переработки труднообогатимых руд цветных металлов является получение на переделе обогащения высококачественных селективных концентратов, в которых сосредотачиваются легкообогатимые минералы, и коллективных промежуточных продуктов, которые перерабатывают по химико-металлургическим технологиям. По существу решение сложных задач повышения эффективности переработки рудного сырья переходит в сферу более тесной интеграции процессов обогащения и металлургии, способных не только повысить комплексность использования сырья, но и решить проблемы охраны окружающей среды и сохранения природных ресурсов. Такой подход к переработке рудного сырья обеспечивает как эффективную концентрацию ценных компонентов на стадии обогащения, так и экологически безопасное производство цветных металлов.
В институте разработаны и апробированы несколько комбинированных схем для различных типов руд с использованием новых реагентных режимов флотации.
Например, молибденсодержащие руды достаточно легко и с высоким извлечением металлов обогащаются с получением коллективного концентрата. Однако селективная флотация идет неэффективно, с высокими затратами, по сложной схеме. Установлено, что молибденсодержащие промпродукты (от 5 до 20% молибдена) могут экономически выгодно перерабатываться по схеме: автоклавное окислительное выщелачивание (с дофлотацией кека) - фильтрация - очистка - селективная сорбция молибдена и рения.
Сквозное извлечение этих металлов не менее 98%, медь остается в кеках и перерабатывается как медный концентрат.
Основной проблемой обогащения медно-цинковых руд является трудность отделения медных минералов от остальных сульфидов в силу их тонкого прорастания. Разработанная схема включает получение на этапе обогащения высококачественных медных концентратов и промпродуктов, подвергаемых окислительному автоклавному выщелачиванию отработанным цинковым электролитом. Извлечение цинка в раствор составляет 93-96%. Разработано несколько способов выделения меди из раствора применительно к различному соотношению металлов в нем.
При обогащении медно-никелевых руд получают медный и никелевый концентраты и пирротиновый продукт, содержащий железо, никель, медь и благородные металлы. Для переработки этого продукта используют химическое обогащение, в основу которого положено окисление пирротина в водной пульпе в автоклавах, осаждение перешедших в раствор цветных металлов, флотационное отделение сульфидов и элементной серы от оксидов железа с последующей селекцией пенного продукта с получением богатого сульфидного концентрата и товарной серы.
Технология позволяет извлечь из бедного продукта 85-92% никеля, меди и благородных металлов и утилизировать серу. За счет перевода в промпродукт трудноразделяемых минералов удалось существенно повысить качество медного и никелевого концентратов на стадии первичного обогащения.
Полиметаллические руды представляют собой наиболее сложное сырье для обогащения, так как необходимо получить не менее трех товарных концентратов. Разработанная для этих руд комбинированная схема включает коллективную флотацию сульфидов (при отсутствии цикла селекции суммарное извлечение трех металлов составило 270%), автоклавное окислительное выщелачивание (до сульфатов), фильтрация, флотация из кеков благородных металлов и свинца. Извлечение из концентрата меди и цинка в раствор составило 98%, свинца в ценный продукт флотации 85%. Медно-цинковый раствор может быть переработан известными способами. Аналогичные результаты получены и на свинцово-цинковых труднообогатимых рудах.
Пирометаллургические процессы
Наиболее перспективным и приоритетным направлением в развитии автогенных процессов в первую очередь в металлургии меди является плавка с получением в одну стадию “белого матта” (черновой меди).
Новым высокоэффективным процессом является усовершенствованная кислородно-факельная плавка:
Кислородно-факельная плавка (КФП) в агрегатах с вертикальными шихтово-кислородными горелками с наведением высокоосновных саморассыпающихся ферритно-кальциевых шлаков, которые затем подвергаются глубокому флотационному обезмеживанию. Для данного варианта технологии на основе специальных исследований тщательно подобран новый состав шихты для КФП при определенном соотношении Fe: SiO2: CaO. Шлак успешно флотируется с извлечением более 87% меди в концентрат и получением отвальных хвостов с содержанием менее 0, 29% Сu.
Факельно-барботажная плавка (ФБП). Это принципиально новый способ плавки и агрегат для его реализации, сочетающий в полной мере все достоинства как факельных, так и барботажных процессов.
Технология базируется на следующих вновь предложенных и исследованных приемах: разделение реакционного объема на последовательные зоны с индивидуальным подводом газообразного окислителя, бесфлюсовое окисление сульфидов до штейна в головной факельной зоне, доокисление расплава до “белого матта” (черновой меди) в следующей барботажной зоне с подачей в нее флюсов и формированием комбинированного силикатно-кальциевого шлака, который подвергается внутрипечному барботажному обеднению в специальной зоне. Технология внедряется на Алмалыкском комбинате (Узбекистан), где сооружается печь ФБП мощностью до 120 тыс. т меди в год.
На комбинате “Североникель” сульфидные концентраты, полученные при разделении файнштейна, обжигают в печах кипящего слоя (КС). На трубчатой печи для восстановления огарка в интервале температур 850ч1100°С используется разработанная технология получения высокоактивного никеля с суммарной степенью металлизации по Ni и Со 90 %. В производстве анодов получаемого чернового никелевого порошка методом дуговой электроплавки за счет увеличения степени металлизации и активности порошка удалось снизить на 7 % удельный расход электроэнергии и на 9,3 % расход электродов.
Впервые на Рязцветмете внедрена технология переработки сурьмянистых концентратов. Извлечение золота из сырья в сплав составило 95,7 %. Получаемая на производстве металлическая сурьма соответствует марке Су-О.
В производстве свинца разработана и используется на упомянутом заводе технология переработки аккумуляторного лома в электропечах мощностью 1,8 МВА и с площадью пода 13 и 15 м2. Схема безотходной электротермической технологии переработки отработавших аккумуляторов включает: механизированную разделку аккумуляторного лома, плавку, рафинирование чернового свинца и переработку оборотов с получением товарных продуктов. На сепарационной установке дробленный аккумуляторный лом подвергается разделению на пять фракций (металлическую, оксисульфатную, полипропилен, поливинилхлорид и эбонит). Плавка ведется без образования штейна, количество шлака сокращено до минимума.
В полупромышленном масштабе отработана принципиально новая, экологичная, малоотходная технология переработки некондиционных полиметаллических концентратов, содержащих свинец, медь и цинк, и промежуточных продуктов с получением товарных продуктов: чернового свинца, содержащего благородные металлы, штейна; шлака, с содержанием более 15 % оксида цинка, его перерабатывают вельцеванием или шлаковозгонкой. Технологическая схема включает окислительный обжиг в прокалочной печи и плавку в электротермической печи с небольшим объемом отходящих газов.
Для переработки различного металлургического техногенного сырья разработана печь постоянного тока с поляризацией жидкометалльной донной фазы (штейна, металла) ПДФ (рис. 3).
Печь ПДФ позволяет перерабатывать экологически безопасным способом металлургическое техногенное сырье - забалансовые и труднообогатимые полиметаллические руды, текущие и накопленные нецелевые промпродукты с достаточно высоким содержанием ценных металлов (шлаки, шламы, кеки, клинкеры и др.), а также вторичное сырье и практически любые отходы при температуре до 1800°С с отгонкой летучих и переводом нелетучих ценных металлов и серы в донную фазу.
Технология впервые в указанной области позволяет реализовать в промышленном масштабе преимущества электролиза расплавленных сред, включая электрохимическое восстановление металлов, интенсификацию их осаждения в донную фазу и отгонки летучих компонентов, резко повысить извлечение ценных металлов, решить проблему избыточного настылеобразования в шлаковых электропечах.
Для переработки бедных окисленных никелевых руд Урала разработана хлоридовозгоночная технология. Она осуществляется во вращающейся печи, отапливаемой пылеуглем, при температуре 1050-1100 °С, уголь сгорает в нагретом до 300-400°С воздушном дутье, при этом в факел вдувается хлористый водород и водяной пар. Получаемые оксиды железа, никеля и кобальта могут быть переработаны в различные виды товарной продукции.
Переработка потерявших активность катализаторов
Катализаторы, используемые в нефтеперерабатывающей промышленности, содержат такие ценные компоненты как рений, платина, палладий, молибден, кобальт, никель.
Технологическая схема переработки катализаторов, содержащих молибден, никель, кобальт включает удаление органических веществ из сырья, селективный перевод молибдена в раствор на первичной операции с последующим сорбционным извлечением, концентрированием и очисткой от примесей, получением товарной молибденовой продукции.
На комбинате “Североникель” освоена технология переработки платинорениевых катализаторов, по которой получают платиновый концентрат и перренат аммония. Извлечение рения в перренат аммония составляет 93-94 %. Технология включает перевод рения в жидкую фазу пульпы и сорбционную переработку растворов с использованием ионитов высокой сорбционной емкости.
Разработаны новые технологии извлечения платины, палладия, родия из дезактивированных катализаторов. Эти технологии позволяют извлекать платиновые металлы совместно и раздельно в виде металлических порошков. Получение порошков платины и палладия основано на процессах реагентного восстановления солей этих металлов в условиях гетерогенной реакции. Содержание основных компонентов в порошке составляет 99,80-99,99 %. Извлечение платины - 96-99,2 %.
Гидрометаллургия
Новым направлением в гидрометаллургии является использование экстракции и сорбции для извлечения и разделения редких и рассеянных элементов, а также тугоплавких металлов.
Экстракция индия из цинковых растворов внедрена на всех цинковых заводах, а также на Чимкентском свинцовом заводе. Аналогов такой технологии в мировой практике не имеется. Внедрение экстракции позволило повысить его извлечение в товарную продукцию на 10-30 %.
На Джезказганском горно-металлургическом комбинате экстракция рения используется для его извлечения из промывной серной кислоты. На Чимкентском свинцовом заводе сорбция рения применяется при переработке свинцовых пылей. Экстракционный способ извлечения рения использовался на Скопинском гидрометаллургическом заводе при переработке молибденовых ренийсодержащих концентратов. На Усть-Каменогорском свинцово-цинковом комбинате теллур полупроводниковой чистоты получают с применением жидкостной экстракции.
В более крупных масштабах экстракция используется при получении вольфрамового ангидрида. На Нальчикском гидрометаллургическом заводе объем переработки вольфрамовых растворов экстракцией составлял 165000 м3 в год; в настоящее время объем переработки снизился до 45000 тыс. м3.
На Норильском горно-металлургическом комбинате и комбинате “Североникель” действуют экстракционные установки по получению кобальта повышенной чистоты. Ведутся проектные работы по переходу на этих комбинатах к гидрометаллургии никеля с использованием экстракции для разделения металлов.
На Челябинском цинковом заводе нашли применение новые флокулянты для повышения степени очистки сточных вод до требований санитарно-бытового и рыбохозяйственного водопользования.
Технологии очистки газов
Эти технологии предназначены для очистки газов металлургических и химических производств от оксидов серы.
Для переработки отходящих газов металлургических печей разработана технология получения серы, основанная на восстановлении сернистого ангидрида природным газом или углем. После конденсации серы восстановленные газы, содержащие сероводород, дорабатываются методом Клауса. Технология отработана на Норильском горно-металлургическом комбинате.
Разработаны принципиально новые методы очистки газов с помощью пучка ускоренных электронов и высокочастотного стримерного разряда.
Подавление выделения аэрозолей в электролизных цехах
Разработаны специальные добавки к растворам электролитов для получения катодных меди, никеля, цинка. Они подавляют выделение из ванн аэрозолей электролитов, а также способствуют улучшению качества катодных металлов. Промышленное применение данного метода, в частности, осуществлено в производстве электрорафинированного никеля на Норильском горно-металлургическом комбинате.
Среди работ направленных на решение экологических проблем можно отметить перевод соединений мышьяка в труднорастворимые соединения. Предложен новый способ глубокой очистки растворов от мышьяка, обеспечивающий ПДК. Он основан на получении арсената гидроксижелеза, растворимость которого 0,03 мг/л.
Получение высокочистых металлов
При получении металлов высокой чистоты используют, как правило, сочетание различных методов: дистилляцию в вакууме, зонную перекристаллизацию, переосаждение, фракционированное восстановление восстановительными газами, перегонку в токе водорода, электрорафинирование в расплавах и др. Контроль чистоты полученных металлов осуществляют атомно-эмиссионной спектроскопией с индуктивно связанной плазмой.
Разработанные методы обеспечивают получение металлов высокой чистоты: цинка (99,998), теллура (99,9999), индия (99,9999), висмута (99,999), сурьмы (99,99) и др.
металлургия нанотестер карусельный печь
Размещено на Allbest.ru
...Подобные документы
Характеристика основных технологий в черной и цветной металлургии. Классификация металлургических процессов. Сырье для черной металлургии и его добычи. Продукты металлургического производства. Дуговые электроплавильные печи, конвертеры, прокатные станы.
курсовая работа , добавлен 16.10.2010
Металлургический комплекс России: чёрная металлургия, цветная металлургия. Структура черной металлургии. Системы технологий и промышленное производство цветной металлургии. Олово: классификация, свойства, сплавы и применение олова в других отраслях.
контрольная работа , добавлен 22.10.2007
Обжиговые печи черной металлургии. Рациональная конструкция печи. Принцип действия и устройство шахтных печей. Способы отопления и режимы обжига в шахтных печах. Аэродинамический режим печи. Особенности теплообмена в слое. Шахтные и обжиговые печи.
курсовая работа , добавлен 04.12.2008
Тепловая работа шахтных печей цветной металлургии. Плавка кусковой руды, брикетов, агломерата и различных промежуточных продуктов металлургического производства. Шахтные печи с режимом работы на базе топочного процесса. Особенности теплообмена в слое.
курсовая работа , добавлен 04.12.2008
Горизонтальные конверторы с верхним отводом газов. Конструкция конвертеров цветной металлургии. Расчет основных параметров и теплового баланса конверторов цветной металлургии. Тепловой баланс конвертора. Вертикальные конверторы. Производительность.
дипломная работа , добавлен 29.10.2008
Высокая эффективность использования кислорода в металлургии, конвертерная выплавка стали. Специфика кислородного дутья в доменных печах и особенности электросталеплавильного производства. Интенсификация процессов обжига сырья в цветной металлургии.
презентация , добавлен 28.12.2010
Стационарные и качающиеся мартеновские печи и их конструкция. Верхнее и нижнее строение печи. Рабочее пространство. Кладка мартеновской печи. Тепловая работа. Период заправки печи, завалки, нагрева, плавления металлической части шихты, доводки.
дипломная работа , добавлен 04.12.2008
Добыча, обогащение руд цветных металлов и выплавка цветных металлов и их сплавов. Цветная металлургия как отрасль национальной экономики. Основные факторы и условия функционирования и развития цветной металлургии в стране. Доля России на мировом рынке.
презентация , добавлен 31.05.2014
Совокупность методов изготовления порошков металлов и сплавов. Преимущества порошковой металлургии. Изготовление пористых материалов. Получение материалов высокой чистоты. Использование продукции порошковой металлургии в других отраслях промышленности.
презентация , добавлен 07.02.2011
Создание безотходной по материалам и энергии технологии как признак идеальной организации производства. Классификация вторичных энергоресурсов (ВЭР) по виду энергии: горючие, тепловые и избыточного давления. Способы использования ВЭР черной металлургии.