Требования к контактным соединениям. Болтовые контактные соединения. Методика испытания контакт-деталей для прогнозирования наработки на отказ соединения
Соединение между собой проводников прямоугольного сечения выполняется с помощью болтов, шпилек или сжимов. Число болтов определяется размерами шин. Силу сжатия контактных поверхностей целесообразнее обеспечивать применением нескольких болтов меньшего сечения, чем одного болта большего сечения, так как в первом случае количество контактных пятен получается больше. В результате переходное сопротивление соединения уменьшается и происходит более равномерное распределение тока по контактной площади. Плоские и штыревые контактные выводы электротехнических устройств выполняют согласно ГОСТ 21242-75.
Соединения нескольких фазы между собой выполняют путем укладки их в переплет, а не попарно, так как в последнем случае контактная поверхность получается значительно меньшей, а переходное сопротивление - большим.
При прохождении электрического тока детали контактного соединения нагреваются и вследствие нагрева расширяются. Особенно значительный нагрев и расширение происходят при коротком замыкании. Расширение не одинаково по всему контактному соединению, так как его детали имеют разные коэффициенты линейного расширения.
Болты соединений медных и алюминиевых шин работают в неблагоприятных условиях, поскольку коэффициент линейного расширения стального болта меньше, чем медной или алюминиевой шины: кроме того, болты при коротком замыкании всегда нагреваются значительно меньше, чем шины.
В режиме короткого замыкания на болты действуют дополнительные силы, которые, складываясь с силой затяжки болта, могут привести к остаточным деформациям и ослаблению контактного соединения при понижении температуры. Чем больше толщина пакета шин, тем большие механические напряжения возникают в стягивающих болтах. Эти напряжения могут быть снижены применением тарельчатых пружин.
Тарельчатые пружины электротехнического назначения изготавливаются по ГОСТ 17279-71 двух типов:
Ш- пружины для поддержания контактного давления в соединениях шин,
К - пружины для поддержания контактного давления в соединениях кабельных наконечников с выводами электрооборудования, имеющими уменьшенную контактную плоскость по сравнению с шинами
Основные параметры пружин приведены на рис.1.
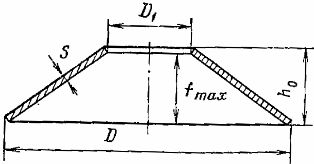
Рис. 1. Тарельчатая пружина.
Допускается выполнять соединения без применения тарельчатых пружин, но с установкой со стороны алюминия утолщенной шайбы под головку болта или под гайку. Размеры нормальных (ГОСТ 11371-78) и увеличенных (ГОСТ 6958-78) шайб приведены в справочных таблицах.
Длина перекрытия (нахлеста) соединяемых элементов в контактном соединении при одном или четырех болтах редко превышает ширину шины, а при двух болтах составляет от 1,5 до 2 размеров ширины шины.
Уменьшение переходного сопротивления контактного соединения достигается повышением давления и понижением жесткости.

Рис 2. Контактное соединение шин с продольным разрезом.
Для уменьшения жесткости контактного соединения на шинах делают продольные разрезы шириной 3- 4 мм, длиной 50 мм (рис. 2).
Болты в соединении выбирают, исходя из требующихся удельных давлений между контактными поверхностями кажущейся плотности тока и допустимых растягивающих усилий для болтов. Рекомендуемые удельные давления в контактных соединениях, МПа, в зависимости от материала контактного соединения приведены ниже.
Медь луженая - 0,5 - 10,0
Медь, латунь, бронза нелуженые - 0,6- 12,0
Алюминий - 25,0
Сталь луженая - 10,0 - 15,0
Сталь нелуженая - 60,0
Длина болтов выбирается таким образом, чтобы после сборки и затяжки соединений оставалось не менее двух ниток свободной резьбы.
Затяжку болтов контактных соединений производят гаечным ключом, обеспечивая значения крутящих моментов, приведенные в справочных таблицах.
Затяжку болтов на соединениях с тарельчатыми пружинами производят в два приема. Вначале болт затягивают до полного сжатия тарельчатой пружины, затем соединение ослабляют поворотом ключа в обратную сторону на 1/4 оборота для болтов Мб и М12 и на 1/6 оборота для остальных болтов.
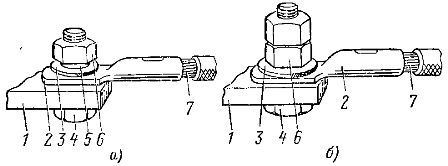
Рис. 3. Соединение медной жилы с плоским выводом из меди или сплава алюминия: а - для болтов до М8, б - для всех размеров болтов, 1 - вывод, 2 - наконечник, 3 - шайба, 4 - болт, 5 - шайба пружинная, 6 - гайка, 7 - жила.
Присоединение плоских проводников к плоским выводам из меди или алюминиевого сплава (рис. 3) производится с помощью стальных болтов (ГОСТ 7798-70), гаек (ГОСТ 5915-70) и шайб (ГОСТ 11371-78), а к выводам из алюминия - с применением средств стабилизации контактного давления: тарельчатых пружин или крепежных изделий из медных или алюминиевых сплавов с коэффициентом линейного расширения (18-21) х 10-6 °С-1 (рис. 4).
При сборке соединения с тарельчатыми пружинами со стороны алюминиевого вывода ставят увеличенную, а со стороны медной лапки наконечника - нормальную шайбу. В соединениях с тарельчатыми пружинами контргайки не применяют.

Рис. 4. Соединение медной жилы с плоским выводом из алюминия: а - с применением тарельчатых пружин, б - с применением крепежных деталей из цветных металлов, 1 - вывод, 2 - медный наконечник, 3 - шайба пружинная, 4 - болт стальной, 5 - гайка стальная, 6 - шайба стальная увеличенная, 7 - пружина тарельчатая, 8 - жила медная, 9 - болт из цветного металла, 10 - гайка из цветного металла, 11 - шайба из цветного металла.
Если тарельчатые пружины или болты и гайки из цветных металлов необходимых размеров отсутствуют подсоединение можно выполнять с применением увеличенной шайбы при условии, что переходное сопротивление и температура нагрева соединения окажутся в заданных пределах.

Рис. 5. Присоединение двух наконечников к плоскому выводу.
В тех случаях, когда контактные соединения эксплуатируется в помещении с относительной влажностью более 80% и температурой не ниже 20°С или в химически активной среде, оно выполняется с помощью переходных медно-алюминиевых пластин. Непосредственное соединение медной жилы с алюминиевым выводом может выполняться в том случае, когда алюминиевый вывод имеет защитное металлопокрытие.

Рис. 6. Переходные детали для подключения к выводам более двух наконечников.
При выполнении подсоединения, к плоскому выводу двух жил кабеля наконечники следует располагать по обеим сторонам плоского зажима (рис. 5) для того, чтобы обеспечить наименьшее переходное сопротивление и сохранить более равномерное токораспределение. Если к выводу нужно подсоединить более двух наконечников или отверстие вывода не соответствует отверстию наконечника, используют переходные детали. К переходной детали наконечники подсоединяются симметрично (рис. 6).
Присоединение плоских медных проводников и наконечников к штыревым выполняется при помощи стандартных гаек из меди и ее сплавов. Соединения при номинальных токах до 30 А выполняют с помощью стальных гаек, покрытых оловом, никелем или кадмием.
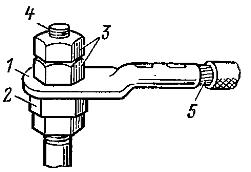
Рис. 7. Присоединение наконечника к штыревому выводу: 1 - наконечник, 2 - гайка медная увеличенная, 3 - гайки стальные, 4 - штыревой вывод, 5 - жила.

Рис. 8. Соединение двух наконечников со штыревым выводом: 1 - наконечники, 2- гайки, 3- штыревой вывод.
Алюминиевые плоские проводники при токах до 250 А присоединяются так же, как медные, а при токах от 250 до 400 А для присоединения применяют увеличенные упорные гайки (рис. 7).
Присоединение двух наконечников к штыревому выводу (рис. 8) необходимо выполнять симметрично, а при подсоединении более двух наконечников используют переходные детали.
При токах более 400 А следует использовать медно-алюминиевые наконечники или армировать (плакировать) концы шин.
Подсоединение круглых проводников к плоским и штыревым выводам производится после формирования их в виде кольца с помощью шайб-звездочек. Лапки шайб-звездочек при закручивании винта или гайки не должны касаться поверхности вывода или упорной гайки, чтобы колечко жилы было надежно прижато к зажиму.
Кольцо провода укладывается под головку болта или гайки так, чтобы оно при закручивании болтов или гаек не выдавливалось из-под них (рис. 9). В тех случаях, когда алюминиевая однопроволочная жила оконцована кольцевым наконечником (пистоном), шайба-звездочка не применяется.

Рис. 9. Соединение алюминиевой жилы сечением до 10 мм2 с выводами: а - плоским, б - штыревым, 1 - винт, 2 - шайба пружинная, 3 - шайба-звездочка, 4 - жила, изогнутая в кольцо, 5 - зажим плоский, 6 - штыревой вывод, 7 - гайка.

Рис. 10. Соединение медной жилы сечением до 10 мм2 с выводами: а, б - плоским, в, г - штыревым, 1 - винт, 2 - шайба пружинная, 3- шайба, 4 - однопроволочная жила, изогнутая в кольцо, 5 - плоский зажим, 6 - штыревой зажим, 7 - гайка, 8 - жила, оконцоваииая плоским или кольцевым наконечником.
Медные жилы сечением до 10 мм2 соединяются с плоскими и штыревыми выводами с помощью винтов, шайб, пружинных шайб и гаек (рис. 10). При подсоединении жил, оконцованных наконечником (пистоном), шайба не используется.
Рис. 11. Соединение алюминиевой многопроволочной жилы с цилиндрическим зажимом: а - с применением штифтового наконечника, б - после сплавления конца жилы в монолит с добавкой легирующих присадок, 1 - корпус, 2 - прижимный винт, 3 - штифтовой наконечник, 4 - жила многопроволочная, 5 - конец жилы, сплавленный в монолит.
С винтовыми зажимами для втычного присоединения алюминиевые или медные многопроволочные жилы могут соединяться после оконцевания штифтовым наконечником или после сплавления конца жилы в монолит с добавкой легирующих присадок.
Классификация, требования к конструкции, надежности, безопасности и устойчивости к механически факторам контактных электрических соединений даны в ГОСТ 10434-82. Этот стандарт распространяется на разборные и неразборные соединения шин, проводов, кабелей, проводников из меди, алюминия и его сплавов, алюминиевых проводов с выводами электротехнических устройств, а также на контактные соединения проводников между собой на токи от 2,5 А и выше. В части допустимого электрического соединения и стойкости контактных соединения при сквозных токах требования этого стандарта распространяются на контактные соединения в цепях заземляющих их и защитных проводников из стали.
Неразборные контактные соединения должны выполняться сваркой, пайкой или прессовкой; разборные, не требующие средств стабилизации электрического сопротивления – при помощи стальных крепежных изделий, защищённых от коррозии. Разборные контактные соединения, требующие средства стабилизации электрического сопротивления, должны выполняться с использованием, как по отдельности, так и в сочетании следующих средств:
1) крепежных изделий из цветных металлов;
2) тарельчатых пружин;
3) защитных металлических покрытий рабочих поверхностей, выбранных по ГОСТ 9303-84;
4) переходных деталей в виде медно-алюминиевых пластин по ГОСТ 19357-81, медно-алюминиевых наконечников по ГОСТ 9581-80 и аппаратных зажимов из легированного алюминия по ГОСТ 23065-78;
5) переходных деталей в виде пластин и наконечников из твердого алюминиевого сплава;
6) штифтовых наконечников по ГОСТ 2358-79 из твердого алюминиевого сплава;
7) штифтовых медно-алюминиевых наконечников по ГОСТ 23596-79.
В зависимости от области применения контактные соединения подразделяют на три класса . Контактные соединения цепей, сечения которых выбраны по длительным допустимым токовым нагрузкам, относят к классу 1. Контактные соединения цепей, сечения проводников которых выбраны по стойкости к сквозным токам, потере и отклонению напряжения, механической прочности, защите от перегрузки, принято относить к классу 2, к которому также относят контактные соединения в цепях заземляющих и защитных проводников из стали. Контактные соединения цепей с электротехническими устройствами, работа которых связана с выделением большого количества тепла (нагреватели, резисторы), относят к классу 3.
Разборные контактные соединения применяются с плоскими, штыревыми, гнездовыми выводами как у однопроволочных, так и у многопроволочных жил проводов и кабелей. К каждому болту (винту) плоского вывода или штыревому выводу рекомендуется присоединять не более двух проводников. Винты и контактные соединения рекомендуется применять с цилиндрическими или шестигранными головками.
1) Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами;
2) Рабочие поверхности медных без покрытий и алюмомедных деталей непосредственно перед сборкой с линейной арматурой зачищают без повреждения медной оболочки у последних; алюминиевых из алюминиевых сплавов – зачищают и смазывают вазелином, нейтральной сказкой ЦИАТИМ-221. Рабочие поверхности, имеющие металлические покрытия, промывают органическими растворителями; рабочие поверхности контакт-деталей при соединении прессовкой, если они из меди, зачищают, а если из алюминия – зачищают и смазывают кварцево-вазелиновой (свинцово-вазелиновой) пастой.
Электрическое сопротивление сварных и паяных контактов должно оставаться неизменным; для остальных контактов, прошедших испытания по ГОСТ 17441-81, сопротивление не должно превышать начального значения более чем в 1,5 раза. При протекании номинального тока наибольшая допустимая температура контактных соединений классов 1 и 2 не должна превышать для проводников без защитных покрытий рабочих поверхностей 95 °C (установки до 1 кВ), 90 °C (установки свыше 1 кВ); для проводников, покрытых неблагородными металлами, соответственно 110 °C и 100 °C; для посеребренных проводников из меди, ее сплавов соответственно 125 °C и 120 °C.
Температура контактных соединений из алюминия, из алюминия и меди – 200 °C; из меди – 700 °C; из стали – 400 °С. Контактные соединения должны выдерживать вибрации в течение часа с частотой 40 – 50 Гц и амплитудой 1 мм. Затяжку болтов рекомендуется проводить моментными ключами (ДК-25), а винтов – торированными отвертками, крутящие моменты для них – по ГОСТ 10434-82.
Для выполнения контактных соединений токоведущих частей электроустановок применяют различные технологические способы: электросварку контактным разогревом и угольным электродом, газоэлектрическую, газовую, термитную, контактную стыковую сварку, холодную сварку давлением, пайку, прессовку, скрутку, стягивание (болтами, винтами) и т.п.
Электросварку проводников контактным разогревом применяют для оконцевания, соединения и ответвления алюминиевых проводов сечением до 1000 мм 2 , а также для соединения алюминиевых жил с медными. Сварку контактным разогревом с использованием присадочных материалов применяют для соединения и оконцевания алюминиевых многопроволочных жил проводов и кабелей сечением до 2000 мм 2 , электросварку угольным электродом – для соединения алюминиевых шин различных сечений и конфигураций, газоэлектрическую сварку – в основном для соединения алюминиевых и медных жил. Достоинство последней состоит в том, что ее выполняют без флюсов, однако требуется применение относительно громоздкого оборудования и использование дорогого газа. Поэтому газоэлектрическую сварку применяют для контактного соединения шин из алюминиевых сплавов типа АД31 и медных шин. Газовая сварка предназначается для соединения медных и алюминиевых проводов различных сечений и конфигураций; для ее выполнения необходимо громоздкое оборудование и соблюдение особых правил техники безопасности при работе с газами.
Термитной сваркой можно соединять стальные, медные и алюминиевые провода и шины практически всех сечений; однако наиболее целесообразно ее применение для контактных соединений неизолированных проводов линий электропередач в полевых условиях. Для термитной сварки используют простое оборудование; для ее выполнения не требуется расхода электроэнергии; необходимо также создание специальных условий для хранения термитных патронов и спичек. Термитно-тигельную сварку используют при соединении стальных полос контуров заземления и грозозащитных тросов.
Контактная стыковая сварка применяется при соединении алюминиевых шин с медными (медно-алюминиевые переходные пластины и медно-алюминиевые наконечники).
Холодная сварка давлением служит при соединении алюминиевых и медных шин средних сечений и однопроволочных проводов сечением до 10 мм 2 , для ее выполнения не требуется дополнительных материалов и контактной арматуры.
Пайкой выполняют соединения как алюминиевых, так и медных проводов любого сечения; этот способ не нуждается в сложном оборудовании, но трудоемок.
Опрессовка предназначена для контактных соединений алюминиевых, сталеалюминевых и медных изолированных и неизолированных проводов сечением до 1000 мм 2 . Соединения опрессовкой не создают тепловых воздействий на изоляцию, но при оконцевании и соединении проводников особенно тщательно необходимо подбирать наконечники, гильзы, а также инструменты (пуансоны и матрицы). Этот способ применяется, как в кабельных, так и на воздушных линиях .
Скручивание проводов используется на линиях связи, и с помощью соединителей соединяют провода воздушных линий электропередачи (ВЛ).
Применение того или иного способа контактного соединения зависит от материалов соединяемых проводников, их сечения и формы, напряжения электроустановки, условий монтажа (наличие механизмов, приспособлений, материалов, электроэнергии и т.п.), а также требований эксплуатации.
Провода воздушных линий до 1 кВ соединяют в пролетах скручиванием в овальных трубках; однопроволочные провода допускается соединять скручиванием с последующей пайкой или сваркой внахлестку (соединение однопроволочных проводов сваркой встык не допускается). Провода в петлях анкерных опор соединяют анкерными и ответвительными клиновыми зажимами, скручиванием в овальных трубках, плашечными или аппаратными прессуемыми зажимами, сваркой.
Ответвления проводов ВЛ должны быть выполнены прессуемыми или плашечными зажимами.
Способы соединения проводов BJI выше 1 кВ зависят от их сечения. В пролетах алюминиевые провода сечением до 95 мм 2 , сталеалюминиевые сечением до 185 мм 2 и стальные сечением до 50 мм 2 соединяют скручиванием с помощью овальных соединений; алюминиевые провода сечением 120 – 185 мм 2 и стальные сечением 70 – 95 мм 2 – опрессовкой с помощью овальных соединителей с дополнительной термитной сваркой концов; алюминиевые и сталеалюминевые провода сечением 240 мм 2 и более – с помощью соединительных прессуемых зажимов. В петлях анкерных и угловых опор сталеалюминиевые провода сечением до 240 мм 2 и алюминиевые сечением до 95 мм 2 соединяются термитной сваркой; сталеалюминиевые провода сечением 300 мм 2 и выше – прессуемыми соединительными зажимами; провода разных марок – аппаратными прессуемыми зажимами.
Использование способа контактного соединения зависит от материалов соединяемых проводников, сечения, формы и напряжения электроустановки, условий монтажа. Воздушные линии (провода) до 1 кВ в пролетах соединяют скручиванием в овальных трубках, однопроволочные провода допускается соединять скручиванием с последующей пайкой или сваркой внахлестку (сварка встык однопроволочных проводов не допускается). В петлях анкерных опор провода соединяют анкерными и ответвительными клиновыми зажимами, скручиванием в овальных трубках, плашечными или аппаратными прессуемыми зажимами и сваркой.
Подготовку проводников к контактному соединению проводят в зависимости от способа выполнения соединения. Для того чтобы обеспечить металлический контакт между соединяемыми проводниками, их контактные поверхности предварительно очищают от всякого рода пленок, применяя при этом смывание, химическое растворение пленок и механическую очистку; часто эти способы используют совместно. Эффективна механическая очистка в сочетании со смыванием или растворением. Способы очистки поверхностей выбирают в зависимости от материалов контактных элементов, наличия на них защитных металлических покрытий, вида пленок и способа выполнения контактного соединения.
Правильное и качественное выполнение операций по соединению, ответвлению и оконцеванию жил проводов и кабелей определяет надежность эксплуатации внутренней и наружной электропроводок. Эти элементы проводок должны обладать необходимой механической прочностью и малым электрическим сопротивлением, сохраняя эти свойства на все время эксплуатации.
Для устройства электропроводки используются провода и кабели с алюминиевыми и медными жилами. По экономическим соображениям электропроводка, как правило, выполняется проводами и кабелями с алюминиевыми жилами. Однако алюминий имеет свойства, которые мало способствуют надежности соединения. Одно из них – повышенная (по сравнению с медью) текучесть и окисляемость с образованием токонепроводящих пленок. Окись алюминия создает большое переходное сопротивление, приводящее к ухудшению электрического контакта и чрезмерному его нагреванию. Окисная пленка создает трудности при пайке и сварке проводов, так как она имеет температуру плавления 2050 °С, температура же плавления самого алюминия составляет только 660 °С.
В процессе эксплуатации винтовые и болтовые сжимы соединений алюминиевых и медных проводов требуют контроля и периодического подтягивания.
Конструкция зажима для соединения алюминиевых жил должна обеспечивать следующие свойства:
Постоянство давления на провода при появлении их текучести;
Устройство, предохраняющее провода от растекания из-под контактного винта;
Гальваническое покрытие деталей.
Этим требованиям отвечает зажим, специально разработанный для соединения алюминиевых жил (рис. 2.1). Пружинная шайба зажима обеспечивает постоянство давления на присоединяемые провода, а упор предохраняет выдавливание провода из-под контактного зажима. В некоторых конструкциях пружинная шайба и упор, ограничивающий растекание, выполняются в виде одной шайбы-звездочки. Собирать зажим необходимо со всеми деталями, так как отсутствие любой из них обязательно приведет к ухудшению контакта.
Рис. 2.1. Зажим для присоединения алюминиевых проводов
1 – винт; 2 – пружинная шайба; 3 – шайба или основание контактного зажима; 4 – токоведущая жила; 5 – упор, ограничивающий растекание алюминиевого проводника.
Многопроволочную медную токоведущую жилу сечением 1,0 – 2,5 мм 2 в некоторых видах соединений оконцовывают в виде стержня с полудкой припоем ПОС-40.
Контактные зажимы штепсельных розеток до 10 А и выключателей от 4 А и выше допускают присоединения медных и алюминиевых проводов сечением от 1 до 2,5 мм 2 , а для выключателей 1 А – только медных жил проводов сечением от 0,5 до 1 мм 2 . Присоединение алюминиевых проводов в зажиме обязательно выполняется с оконцеванием в виде колечка, медных – в виде колечка и стержнем (рис. 2.2). Колечко алюминиевого провода перед вводом в контакт зачищают и смазывают кварцевазелиновой или цинковазелиновой пастой. В штепсельных розетках до 10 А к одному контакту можно присоединить не более двух медных или алюминиевых проводов сечением до 4 мм 2 .
Рис. 2.2. Оконцевание проводов
Широкое распространение получил способ соединения и оконцевания алюминиевых и медных проводов и кабелей опрессовкой, которая обеспечивает надежный электрический контакт и необходимую механическую прочность, кроме того, проста в исполнении. Опрессовку выполняют ручными клещами, механическими и гидравлическими прессами с помощью сменных матриц и пуансонов. Для соединения жил проводов и кабелей служат гильзы (рис. 2.3), для оконцевания – наконечники.
Пайкой и сваркой соединяют и ответвляют провода в тех случаях, когда нельзя применить все остальные – опрессовку, винтовые сжимы и сварку. Пайка создает хороший электрический контакт, но это соединение непрочное, поэтому провода перед пайкой надо скручивать. Соединение и ответвление медных жил сечением до 6 мм 2 выполняется пропаянной скруткой. Скрутка с последующей пропайкой является способом соединения и ответвления однопроволочных медных и многопроволочных проводов марок ПP, ПВ, ПРВД, ПРД сечением 1,5 – 6 мм 2 в открытых электропроводках на роликах и изоляторах (рис. 2.4.) Этот способ соединения и ответвления применяют также в электропроводках, выполняемых плоскими проводами ППВ и другими, когда ответвительные коробки не имеют вкладышей с контактными зажимами, а также в некоторых других случаях.
Рис.2.3. Опрессовка алюминиевых проводов гильзами ГАО:
а – односторонняя; б – двухсторонняя опрессовки
Прост по исполнению способ соединения проводов скруткой, но он требует последующей пропайки соединения, так как даже качественно выполненная скрутка имеет переходное контактное сопротивление, которое в несколько раз выше, чем при других способах соединения – опрессовке, пайке, сварке, болтовом или винтовом соединении. При скрутке провода имеют мало контактных точек, и при протекании через соединение тока контакт может перегреваться, что иногда бывает причиной пожара. По этой причине соединение скруткой без пропайки не допускается.
При пайке однопроволочных алюминиевых жил сечением 2,5 – 10 мм 2 соединение и ответвление производят в виде двойной скрутки с желобком. С жил снимают изоляцию, зачищают до металлического блеска наждачной бумагой или кордовой лентой, соединяют внахлестку двойной скруткой с образованием желобка в месте касания жил (рис. 2.5).
Рис. 2.4. Соединение и ответвление медных проводов марок ПВ, ПР, ПРД, ПРВД
Рис. 2.5. Соединение однопроволочных алюминиевых проводов двойной скруткой с желобком
Сварка применяется для оконцевания и соединения токоведущих жил проводов и кабелей всех сечений и для алюминиевых жил с медными при сечении жил не более 10 мм 2 . Этот способ соединения требует применения специальных флюсов, сварочных аппаратов и другого специального оборудования.
СОЕДИНЕНИЯ КОНТАКТНЫЕ ЭЛЕКТРИЧЕСКИЕ КЛАССИФИКАЦИЯ. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ ГОСТ 10434-82
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ КОНТАКТНЫЕ ЭЛЕКТРИЧЕСКИЕ
Классификация. Общие технические требования
Electric contact connections. Classification.
General technical requirements
ГОСТ 10434-82
Дата ведения 01.01.83
Настоящий стандарт распространяется на разборные и неразборные электрические контактные соединения шин, проводов или кабелей (далее - проводников) из меди, алюминия и его сплавов, стали, алюмомедных проводов с выводами электротехнических устройств, а также на контактные соединения проводников между собой на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми. Требования стандарта в части допустимого значения электрического сопротивления и стойкости контактных соединений при сквозных токах распространяются также на контактные соединения в цепях заземляющих и защитных проводников из стали.
Стандарт не распространяется на электрические контактные соединения электротехнических устройств специального назначения.
Термины, применяемые в стандарте, соответствуют ГОСТ 14312-79, ГОСТ 18311-80.
1. КЛАССИФИКАЦИЯ
1.1. В зависимости от области применения электрические контактные соединения (далее - контактные соединения) подразделяются на классы в соответствии с табл. 1.
Таблица 1
| Область применения контактного соединения | Класс контактного соединения |
|---|---|
| 1. Контактные соединения цепей, сечения проводников которых выбраны по допустимым длительным токовым нагрузкам (силовые электрические цепи, линии электропередачи и т.п.) | 1 |
| 2. Контактные соединения цепей, сечения проводников которых выбраны по стойкости к сквозным токам, потере и отклонению напряжения, механической прочности, защите от перегрузки. Контактные соединения в цепях заземляющих и защитных проводников из стали | 2 |
| 3. Контактные соединения цепей с электротехническими устройствами, работа которых связана с выделением большого количества тепла (нагревательные элементы, резисторы и т.п.) | 3 |
Примечание. В стандартах и технических условиях на конкретные виды электротехнических устройств должны указываться классы 2 и 3, класс 1 не указывается.
1.2. В зависимости от климатического исполнения и категории размещения электротехнических устройств по ГОСТ 15150-69 контактные соединения подразделяются на группы в соответствии с табл. 2.
1.3. По конструктивному исполнению контактные соединения подразделяются на неразборные и разборные.
1.4. В зависимости от материала соединяемых проводников и группы контактных соединений по п. 1.2 разборные контактные соединения подразделяются на:
- - не требующие применения средств стабилизации электрического сопротивления - см. пп. 2.1.6 и 2.1.8;
- требующие применения средств стабилизации электрического сопротивления - см. пп. 2.1.7 и 2.1.8.
Таблица 2
| Климатическое исполнение и категория размещения электротехнического устройства | |
|---|---|
| 1. Все климатические исполнения для категории размещения 4.1 при атмосфере типов II и I. Климатические исполнения У, УХЛ, ТС для категории размещения 3 и климатические исполнения УХЛ, ТС для категории размещения 4 при атмосфере типов II и I |
А |
| 2. Любые сочетания климатического исполнения и категории размещения, кроме указанных выше, при атмосфере типов II и I. Любые сочетания климатического исполнения и категории размещения при атмосфере типов III и IV |
Б |
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Требования к конструкции
2.1.1. Контактные соединения должны выполняться в соответствии с требованиями настоящего стандарта, стандартов и технических условий на конкретные виды электротехнических устройств по рабочим чертежам, утвержденным в установленном порядке.
2.1.2. Выводы электротехнических устройств должны соответствовать требованиям ГОСТ 24753-81.
2.1.3. Контактные винтовые зажимы должны соответствовать требованиям ГОСТ 25034-85, наборные зажимы должны соответствовать требованиям ГОСТ 19132-86.
2.1.4. Линейная арматура должна соответствовать требованиям ГОСТ 13276-79.
2.1.5. Неразборные контактные соединения должны выполняться сваркой, пайкой или опрессовкой. Допускается применение других методов, указанных в стандартах или технических условиях на конкретные виды электротехнических устройств.
Примеры выполнения неразборных контактных соединений приведены в приложении 1.
2.1.6. Разборные контактные соединения, не требующие применения средств стабилизации электрического сопротивления, должны выполняться при помощи стальных крепежных изделий, защищенных от коррозии в соответствии с требованиями ГОСТ 9.303-84, ГОСТ 9.005-72.
2.1.7. Разборные контактные соединения, требующие применения средств стабилизации электрического сопротивления, должны выполняться с использованием как по отдельности, так и в сочетании следующих средств:
- 1) крепежных изделий из цветных металлов с коэффициентом линейного расширения от 18·10 -6 до 21·10 -6 1/°С;
2) тарельчатых пружин по ГОСТ 3057-90 или техническим условиям на конкретные виды пружин;
3) защитных металлических покрытий рабочих поверхностей, выбранных по ГОСТ 9.303-84 с учетом требований ГОСТ 9.005-72.
Допускается применение других видов защитных покрытий, указанных в стандартах или технических условиях на конкретные виды электротехнических устройств;
4) переходных деталей в виде медно-алюминиевых пластин по ГОСТ 19357-81, медно-алюминиевых наконечников по ГОСТ 9581-80 и аппаратных зажимов из плакированного алюминия по ТУ 34-13-11438-89;
5) переходных деталей в виде пластин и наконечников из алюминиевого сплава с временным сопротивлением разрыву не менее 130 МПа (далее - твердый алюминиевый сплав);
6) штифтовых наконечников по ГОСТ 23598-79 из твердого алюминиевого сплава;
7) штифтовых наконечников по ГОСТ 23598-79, медно-алюминиевых;
8) электропроводящих смазок или других электропроводящих материалов, если возможность их применения подтверждена результатами испытаний по ГОСТ 17441-84 и указана в стандартах или технических условиях на конкретные виды электротехнических устройств.
При применении средств 2)-8) контактные соединения, как правило, должны выполняться при помощи, стальных крепежных деталей, защищенных от коррозии в соответствии с требованиями ГОСТ 9.303-84, ГОСТ 9.005-72.
Примечание. Необходимость нанесения защитного металлического покрытия на рабочие поверхности медных проводников должна быть указана в стандартах или технических условиях на конкретные виды электротехнических устройств.
(Измененная редакция, Изм. № 1, 2, 3).
2.1.8. Разборные контактные соединения в зависимости от группы по п. 1.2 и материала соединяемых проводников и выводов электротехнических устройств должны выполняться в соответствии с требованиями стандарта, указанными:
- - для контактных соединений проводников с плоскими выводами, а также контактных соединений проводников между собой - в табл. 3;
- для контактных соединений проводников со штыревыми выводами - в табл. 4;
- для контактных соединений проводников с гнездовыми выводами - в табл. 5.
Таблица 3
| Группа контактного соединения | Материал проводника | Номер пункта стандарта в зависимости от материала вывода или второго проводника | |||
|---|---|---|---|---|---|
| медь и ее сплавы | твердый алюминиевый сплав | алюминий | сталь | ||
| А | Медь, алюмомедь | 2.1.6 | 2.1.6 | ||
| Твердый алюминиевый сплав | |||||
| Алюминий | 2.1.7 1) или 2), или 3), или 4), или 5), или 8) | ||||
| Б | Медь, алюмомедь | 2.1.6 | 2.1.6 | ||
| Твердый алюминиевый сплав | 2.1.7* 3) или 4), или 5) и 3) | 2.1.6 | 2.1.7 4) или 5) и 3) | ||
| Алюминий | 2.1.7 4) или 5) и 3), или 1) и 3), или 2) и 3) | 2.1.7 1) или 2), или 3), или 4), или 5) | |||
Контактные соединения в соответствии с климатическим исполнением и категорией размещения электротехнических устройств, определяемыми по ГОСТ 15150-69 и ГОСТ 15543-70, должны выдерживать воздействие климатических факторов внешней среды, указанных в ГОСТ 15150-69, ГОСТ 15543-70, ГОСТ 15963-79, ГОСТ 16350-80, ГОСТ 17412-72 или в стандартах и технических условиях на конкретные виды электротехнических устройств.
Таблица 4
| Группа контактного соединения | Материал проводника | Номер пункта стандарта в зависимости от материала штыревого вывода | ||
|---|---|---|---|---|
| медь или латунь на номинальный ток | сталь на номинальный ток до 40 А | |||
| до 630 А | выше 630 А | |||
| А | Медь, алюмомедь | 2.1.6 | ||
| Твердый алюминиевый сплав | ||||
| Алюминий | 2.1.7 1) | 2.1.7 3) или 4), или 5) | 2.1.7 2) или 3), или 4), или 5) | |
| Б | Медь, алюмомедь | 2.1.6 | ||
| Твердый алюминиевый сплав | 2.1.7 4) или 5) и 3) | 2.1.7* 4) или 5) и 3) | 2.1.7 4) или 5) и 3) | |
| Алюминий | 2.1.7 4) или 5) и 3) | |||
* Контактные соединения электротехнических устройств климатических исполнений У, УХЛ категорий размещения 1 и 2 допускается изготовлять по п. 2.1.6.
Примечание. Во всех случаях для штыревых выводов на номинальный ток выше 40 А должны применяться упорные гайки из меди или латуни.
Таблица 5
| Группа контактного соединения | Материал проводника | Номер пункта стандарта в зависимости от типа жилы | |
|---|---|---|---|
| однопроволочная | многопроволочная | ||
| А | Медь | Непосредственное соединение | |
| Алюмомедь | - | ||
| Алюминий | Непосредственное соединение* или 2.1.7 6) или 7)** | ||
| Б | Медь | Непосредственное соединение* или 2.1.6*** | 2.1.6*** |
| Алюмомедь | - | ||
| Алюминий | 2.1.7 7) или 6) и 3) | ||
* Возможность непосредственного соединения должна быть указана в стандартах или технических условиях на конкретный вид электротехнического устройства.
** Допускается соединение алюминиевых жил, сплавленных в монолит с добавкой легирующих присадок из твердого алюминиевого сплава.
*** Контактное соединение выполняется путем оконцевания медными штифтовыми наконечниками по ГОСТ 22002.5-76, ГОСТ 22002.12-76, ГОСТ 22002.13-76, ГОСТ 23598-79 или путем облуживания жил оловянно-свинцовыми припоями по ГОСТ 21931-76.
Допускается по согласованию с потребителем применять контактные соединения, отличающиеся от указанных в табл. 3-5.
Примеры выполнения разборных контактных соединений приведены в приложении 2.
(Измененная редакция, Изм. № 1, 3).
2.1.9. Контактные соединения пластин из твердого алюминиевого сплава и алюминиевой части медно-алюминиевых пластин с алюминиевыми проводниками (выводами) должны выполняться сваркой или пайкой, а соединения наконечников из твердого алюминиевого сплава и алюминиевой части медно-алюминиевых наконечников с алюминиевыми жилами проводов и кабелей должны выполняться сваркой или опрессовкой.
2.1.10. Разборные контактные соединения однопроволочных жил проводов и кабелей с плоскими или штыревыми выводами должны выполняться:
- - жил сечением до 16 мм 2 - после оконцевания наконечниками по ГОСТ 7386-80 или непосредственно: путем формирования в кольцо или без него с предохранением в обоих случаях от выдавливания фасонными шайбами или другими способами;
- жил сечением 25 мм 2 и более - после оконцевания наконечниками по ГОСТ 7386-80, ГОСТ 7387-82, ГОСТ 9581-80 или путем формирования конца жилы в плоскую зажимную часть с отверстием под болт.
2.1.11. Разборные контактные соединения многопроволочных жил проводов и кабелей с плоскими или штыревыми выводами должны выполняться:
- - жил сечением до 10 мм 2 - после оконцевания наконечниками по ГОСТ 7386-80, ГОСТ 9688-82, ГОСТ 22002.1-82, ГОСТ 22002.2-76 - ГОСТ 22002.4-76, ГОСТ 22002.6-82, ГОСТ 22002.7-76 - ГОСТ 22002.11-76, ГОСТ 22002.14-76 или непосредственно: путем формирования в кольцо или без него с предохранением в обоих случаях от выдавливания фасонными шайбами, или другими способами;
- жил сечением 16 мм 2 и более - после оконцевания наконечниками по ГОСТ 7386-80, ГОСТ 7387-82, ГОСТ 9581-80, ГОСТ 22002.1-82, ГОСТ 22002.2-76, ГОСТ 22002.6-82, ГОСТ 22002.7-76.
(Измененная редакция, Изм. № 1, 2).
2.1.12. К каждому болту (винту) плоского вывода или к штыревому выводу рекомендуется присоединять не более двух проводников, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
2.1.13. В разборных контактных соединениях должны использоваться крепежные детали классов прочности по ГОСТ 1759.4-87 и ГОСТ 1759.5-87, указанных в табл. 6. Винты в контактных соединениях рекомендуется применять с цилиндрической или шестигранной головкой.
Таблица 6
2.1.14. Требования к подготовке рабочих поверхностей контактных деталей приведены в приложении 3.
2.2. Требования к электрическим параметрам
2.2.1. Отношение начального электрического сопротивления контактных соединений (кроме контактных соединений со штыревыми выводами) к электрическому сопротивлению участка соединяемых проводников, длина которого равна длине контактного соединения, не должно превышать:
- - для класса 1 - 1, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств;
- для класса 2 - 2;
- для класса 3 - 6.
В контактных соединениях проводников с различным электрическим сопротивлением сравнение производится с контакт-деталью с б?льшим электрическим сопротивлением.
2.2.2. Начальное электрическое сопротивление контактных соединений класса 1 проводников со штыревыми выводами не должно превышать значений, указанных в табл. 7.
Таблица 7
Требования к контактным соединениям классов 2 и 3, при необходимости, указываются в стандартах или технических условиях на конкретные виды электротехнических устройств.
2.2.3. Электрическое сопротивление контактных соединений (кроме сварных и паяных), прошедших испытание на соответствие требованиям стандартов и другой технической документации по методике, указанной в ГОСТ 17441-84, не должно превышать начальное значение более чем в 1,5 раза. Электрическое сопротивление сварных и паяных контактных соединений должно оставаться неизменным. Необходимость обязательного применения моментных индикаторных ключей должна быть указана в стандартах или технических условиях на конкретные виды электротехнических устройств.
2.2.4. При протекании номинального (длительно допустимого) тока наибольшая допустимая температура контактных соединений классов 1 и 2 не должна превышать значений, указанных в табл. 8. Токовые нагрузки проводников при этом принимают по "Правилам устройства электроустановок", утвержденным Госэнергонадзором 12.04.69, по стандартам или техническим условиям на конкретные виды электротехнических устройств.
Таблица 8
| Характеристика соединяемых проводников | Наибольшая допустимая температура нагрева, °С в установках | |
|---|---|---|
| до 1000 В | св. 1000 В | |
| 1. Проводники из меди, алюмомеди, алюминия и его сплавов без защитных покрытий рабочих поверхностей | 95 | По ГОСТ 8024-90 |
| 2. Проводники из меди, алюмомеди, алюминия и его сплавов с защитными покрытиями рабочих поверхностей неблагородными металлами | 110* | |
| 3. Проводники из меди и ее сплавов без изоляции или с изоляцией классов В, F и Н по ГОСТ 8865-87 с защитным покрытием рабочих поверхностей серебром | 135 | |
* Допускается для проводников из меди без изоляции или с изоляцией классов В, F и Н по ГОСТ 8865-87 повышать температуру до 135 °С, если возможность этого подтверждена результатами испытаний по ГОСТ 17441-84 и указана в стандартах или технических условиях на конкретные виды электротехнических устройств.
Температура контактных соединений класса 3 устанавливается в стандартах или технических условиях на конкретные виды электротехнических устройств в зависимости от применяемых материалов, покрытий, класса изоляции присоединяемых проводников и условий эксплуатации.
(Измененная редакция, Изм. № 1, 2, 3).
2.2.5. (Исключен, Изм. № 1).
2.2.6. После режима сквозного тока контактные соединения не должны иметь механических повреждений, препятствующих их дальнейшей эксплуатации. Температура контактных соединений в режиме сквозного тока не должна быть более 200 °С у соединений проводников из алюмомеди, алюминия и его сплавов, а также у соединений этих проводников с медными, 300 °С - у соединений медных проводников и 400 °С - у соединений стальных проводников.
2.2.7. Значение допустимого сквозного тока контактных соединений должно быть не менее допустимых сквозных токов конкретных видов электротехнических устройств, указанных в стандартах или технических условиях на эти устройства.
При отсутствии этих данных значение плотности односекундного тока должно соответствовать 165 А/мм 2 - для медных проводников, 105 А/мм 2 - для алюминиевых и алюмомедных, 90 А/мм 2 - для проводников из алюминиевого сплава и 20 А/мм 2 - для стальных проводников.
(Измененная редакция, Изм. №.1).
2.3. Требования по устойчивости к механическим факторам
2.3.1. Контактные соединения должны выдерживать воздействие механических факторов внешней среды по группе условий эксплуатации согласно ГОСТ 17516-72, которая должна указываться в стандартах или технических условиях на конкретные виды электротехнических устройств.
При отсутствии таких указаний контактные соединения, подверженные вибрации, должны выдерживать вибрацию в течение 1 ч с постоянной частотой от 40 до 50 Гц и амплитудой 1 мм.
2.3.2. Контактные соединения должны выдерживать воздействия статических осевых нагрузок на растяжение, вызывающие напряжения, не менее:
- - 90 % временного сопротивления разрыву целого проводника - для контактных соединений проводов линии электропередачи, работающих на растяжение;
- 30 % временного сопротивления разрыву целого проводника - для неразборных контактных соединений, не работающих на растяжение, а также для соединений проводников с гнездовыми выводами, соединений неоконцованных проводов и кабелей с плоскими выводами, укомплектованными фасонными шайбами.
Для проводников сечением до 1,5 мм 2 не допускается применять винтовой зажим, конец винта которого проворачивается по жиле.
2.3.1.-2.3.3. (Измененная редакция, Изм. № 1).
2.3.4. Разборные контактные соединения проводников с выводами, одноболтовые контактные соединения, которые могут подвергаться воздействию сквозных токов короткого замыкания, а также разборные контактные соединения, подверженные вибрации или находящиеся во взрывоопасных помещениях, должны быть предохранены от самоотвинчивания контргайками, пружинными шайбами, тарельчатыми пружинами или другими способами.
(Измененная редакция, Изм. № 2).
2.4. Требования к надежности
2.4.1. Для оценки надежности контактных соединений устанавливается гамма-процентный ресурс, если иное не установлено в стандартах или технических условиях на электротехнические устройства конкретных видов.
Нижнее значение гамма-процентного ресурса должно обеспечивать работу электротехнических устройств в соответствии с требованиями к надежности, установленными в стандартах или технических условиях на эти электротехнические устройства.
(Измененная редакция, Изм. № 1).
2.5. Требования безопасности
2.5.1. Контактные соединения в части требований безопасности должны соответствовать ГОСТ 12.2.007.0-75 и обеспечивать условия эксплуатации, установленные "Правилами технической эксплуатации установок потребителей" и "Правилами техники безопасности при эксплуатации электроустановок потребителей", утвержденными Госэнергонадзором 12 апреля 1969 г.
2.5.2. Контактные соединения в части требований пожарной безопасности должны соответствовать ГОСТ 12.1.004-91, что обеспечивается выполнением требований ГОСТ 10434-82.
(Введен дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Справочное
НЕРАЗБОРНЫЕ КОНТАКТНЫЕ СОЕДИНЕНИЯ
а - сваркой или пайкой; б - со штыревым выводом сваркой; в - сваркой через переходную медно-алюминиевую пластину; г - соединение жил проводов (кабелей) через соединительную гильзу опрессовкой; д - соединение жилы провода (кабеля) с кабельным наконечником опрессовкой (сваркой, пайкой); е - соединение жил проводов в овальных соединителях
1 - плоский вывод (шина); 2 - шина; 3 - штыревой вывод; 4 - медно-алюминиевая пластина; 5 - провод (кабель); 6 - соединительная гильза; 7 - кабельный наконечник; 8 - овальный соединитель
ПРИЛОЖЕНИЕ 2
Справочное
РАЗБОРНЫЕ КОНТАКТНЫЕ СОЕДИНЕНИЯ

а - с контргайкой; б - с пружинной шайбой; в - однопроволочная (многопроволочная) жила провода (кабеля) сеч. до 10 мм 2 с изгибанием в кольцо; г - однопроволочная (многопроволочная) жила провода (кабеля) сеч. до 10 мм 2 без изгибания в кольцо.
1 - плоский вывод (шина); 2 - шина (кабельный наконечник); 3, 4, 5 - шайба, болт и гайка стальные; 6 - пружинная шайба; 7 - винт; 8 - фасонная шайба (шайба-звездочка); 9 - провод (кабель); 10 - фасонная шайба (арочная шайба)

а - крепежом из цветного металла с контргайкой; б - крепежом из цветного металла с пружинной шайбой; в - стальным крепежом с тарельчатой пружиной; г - стальным крепежом с защитными металлическими покрытиями рабочих поверхностей с контргайкой (пружинной шайбой); д - стальным крепежом через переходную медно-алюминиевую пластину с контргайкой (пружинной шайбой); е - стальным крепежом через переходную пластину из твердого алюминиевого сплава с контргайкой (пружинной шайбой).
1 - плоский вывод (шина); 2 - шина (кабельный наконечник); 3 - 5 - шайба, болт, гайка из цветного металла; 6 - пружинная шайба; 7 - стальная гайка; 8 - стальной болт; 9 - тарельчатая пружина; 10 - стальная шайба (шайба увеличенная); 11 - стальная шайба; 12 - плоский вывод (шина) с защитным металлическим покрытием рабочей поверхности; 13 - шина (кабельный наконечник) с защитным металлическим покрытием рабочей поверхности; 14 - медно-алюминиевая пластина; 15 - пластина из твердого алюминиевого сплава

а - проводник из меди, твердого алюминиевого сплава или алюминия с защитным металлическим покрытием рабочей поверхности; б, в, г - алюминиевый проводник; д - алюминиевый проводник через переходную медно-алюминиевую пластину; е - однопроволочная (многопроволочная) жила провода кабеля сеч. 10 мм 2 с изгибанием в кольцо.
1-штыревой вывод из меди или латуни; 2 - гайка из меди или латуни; 3 - шина (кабельный наконечник) из меди, твердого алюминиевого сплава или алюминия с защитным металлическим покрытием рабочих поверхностей; 4 - стальная гайка; 5 - штыревой медный вывод; 6 - стальная шайба; 7 - алюминиевая шина (кабельный наконечник); 8 - штыревой латунный вывод; 9 - штыревой стальной вывод; 10 - тарельчатая пружина; 11 - медно-алюминиевая пластина; 12 - провод (кабель); 13 - пружинная шайба; 14 - фасонная шайба (шайба-звездочка)

а, б - однопроволочная (многопроволочная, сплавленная в монолит) жила; в - многопроволочная жила, оконцованная кабельным наконечником.
1 - наборный зажим; 2 - провод (кабель); 3 - гнездовой вывод; 4 - кабельный наконечник штифтовой
ТРЕБОВАНИЯ К ПОДГОТОВКЕ РАБОЧИХ ПОВЕРХНОСТЕЙ КОНТАКТ-ДЕТАЛЕЙ

1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- - медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
(Измененная редакция, Изм. № 3).
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
5. Расположение и размер отверстий под болты в контакт-деталях разборных контактных соединений рекомендуется принимать в соответствии с ГОСТ 21242-75.
По согласованию с потребителем допускается выполнение овальных отверстий.
(Введен дополнительно, Изм. № 2).
КРУТЯЩИЕ МОМЕНТЫ
Таблица 9
| Диаметр резьбы, мм | Крутящий момент, Н·м, для болтового соединения | |
|---|---|---|
| с шлицевой головкой (винты) | с шестигранной головкой | |
| М3 | 0,5+0,1 | - |
| М3,5 | 0,8±0,2 | |
| М4 | 1,2±0,2 | |
| М5 | 2,0±0,4 | 7,5±1,0 |
| М6 | 2,5±0,5 | 10,5±1,0 |
| М8 | - | 22,0±1,5 |
| M10 | 30,0±1,5 | |
| М12 | 40,0±2,0 | |
| М16 | 60,0±3,0 | |
| М20 | 90,0±4,0 | |
| М24 | 130,0±5,0 | |
| М30 | 200,0±7,0 | |
| М36 | 240,0±10,0 | |
Примечание. Для болтовых соединений проводников из меди и твердого алюминиевого сплава рекомендуется применять крутящие моменты, значения которых в 1,5 - 1,7 раза превышают установленные в таблице.
(Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством монтажных и специальных строительных работ СССР
РАЗРАБОТЧИКИ
Н. Н. Дзекцер, канд. техн. наук (руководитель темы); В. Л. Фукс; О. В. Фесенко, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 03.02.82 № 450
3. ВЗАМЕН ГОСТ 10434-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта, перечисления, приложения |
|---|---|
| ГОСТ 9.005-72 | |
| ГОСТ 9.303-84 | 2.1.6; 2.1.7, перечисления 3, 8 |
| ГОСТ 12.1.004-91 | 2.5.2 |
| ГОСТ 12.2.007.0-75 | 2.5.1 |
| ГОСТ 1759.4-87 | 2.1.13 |
| ГОСТ 1759.5-87 | 2.1.13. |
| ГОСТ 3057-90 | 2.1.7, перечисление 2 |
| ГОСТ 7386-80 | 2.1.10; 2.l.11 |
| ГОСТ 7387-82 | 2.1.10; 2.1.11 |
| ГОСТ 8024-90 | 2.2.4 |
| ГОСТ 8865-87 | 2.2.4 |
| ГОСТ 9433-80 | Приложение 3 |
| ГОСТ 9581-80 | 2.1.7, перечисление 4; 2.1.10; 2.1.10; 2.1.11 |
| ГОСТ 9688-82 | 2.1.11 |
| ГОСТ 13276-79 | 2.1.4; 2.1.7 |
| ГОСТ 14312-79 | Вводная часть |
| ГОСТ 15150-69 | 1.2; 2.1.8 |
| ГОСТ 15543-70 | 2.1.8 |
| ГОСТ 15963-79 | 2.1.8 |
| ГОСТ 15975-70 | Приложение 3 |
| ГОСТ 16350-80 | 2.1.8 |
| ГОСТ 17412-72 | 2.1.8 |
| ГОСТ 17441-84 | 2.1.7, перечисление 8; 2.2.3; 2.2.4 |
| ГОСТ 17516-72 | 2.3.1 |
| ГОСТ 18311-80 | Вводная часть |
| ГОСТ 19132-86 | 2.1.3 |
| ГОСТ 19357-81 | 2.1.7, перечисление 4 |
| ГОСТ 21242-75 | Приложение 3 |
| ГОСТ 21931-76 | 2.1.8 |
| ГОСТ 22002.1-82 | 2.1.11 |
| ГОСТ 22002.2-76 - ГОСТ 22002.4-76 | 2.1.11 |
| ГОСТ 22002.5-76 | 2.1.8 |
| ГОСТ 22002.6-82 | 2.1.11 |
| ГОСТ 22002.7-76 - ГОСТ 22002.11-76 | 2.1.11 |
| ГОСТ 22002.12-76 | 2.1.8 |
| ГОСТ 22002.13-76 | 2.1.8 |
| ГОСТ 22002.14-76 | 2.1.11 |
| ГОСТ 23598-79 | 2.1.7, перечисление 6, 7; 2.1.8 |
| ГОСТ 24753-81 | 2.1.2 |
| ГОСТ 25034-85 | 2.1.3 |
| ГОСТ 34-13-11438-89 | 2.1.7, перечисление 4 |
5. Срок действия продлен до 01.01.96 Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.05.90 № 1309
6. ПЕРЕИЗДАНИЕ (октябрь 1993 г.) с Изменениями № 1, 2, 3, утвержденными в апреле 1985 г., июне 1987 г., мае 1990 г. (ИУС 7-85, 10-87, 8-90)
Страница 16 из 83
Разборные и неразборные контактные соединения шин, проводов и кабелей из меди, алюминия и его сплавов, алюмомедных проводов с выводами электротехнических устройств должны удовлетворять требованиям ГОСТ 10434- 82*. Контактные выводы электротехнических устройств должны выполняться в соответствии с ГОСТ 24753-81*, винтовые зажимы - ГОСТ 25034-85, наборные зажимы - ГОСТ 19132-86, линейная арматура - ГОСТ 13276-79*.
Необходимо отметить, что ведущие зарубежные электротехнические фирмы предусматривают выводы электродвигателей 6 и 0,4 кВ для присоединения многожильных проводов и кабелей, не требующие применения наконечников. Такой способ подсоединения обеспечивает большую экономию цветного металла (наконечников) и трудозатрат (отпадает операция опрессования наконечников), и его необходимо широко внедрять в отечественной практике.
Неразборные контактные соединения выполняют сваркой, пайкой или опрессовкой (рис. 4.17).
Разборные контактные соединения, не требующие стабилизации электрического переходного сопротивления (рис.4.18 и 4.20), выполняют с помощью стальных крепежных деталей, защищенных от коррозии.
Рис 4 17. Неразборные контактные соединения:
а - сваркой или пайкой; б- со штыревым выводом сваркой; в - сваркой через переходную медно-алюминиевую пластину; г - соединение жил проводов (кабелей) через соединительную гильзу опрессовкой; д - соединение жил проводов (кабеля) с кабельным наконечником опрессовкой (сваркой, пайкой); е - соединение жил проводов BЛ в овальных соединителях; 1 - плоский вывод (шина); 2-шнна; 3- штыревой вывод; 4 - медно-алюминиевая пластина; 5-провод (кабель), 6 - соединительная гильза; 7 - кабельный наконечник; 8- овальный соединитель
Разборные контактные соединения, требующие стабилизации электрического сопротивления (рис. 4.19), выполняют, используя крепежные детали из цветных металлов либо стальные крепежные детали, защищенные от коррозии, и, применяя тарельчатые пружины, защитные металлические покрытия рабочих поверхностей или медно-алюминиевые переходные пластины (ГОСТ 19357-81*), медно-алюминиевые наконечники (ГОСТ 9581-80*) и аппаратные зажимы из плакированного алюминия (ГОСТ 23065-78*), а также переходные пластины и наконечники из алюминиевого сплава (твердого алюминия), штифтовые наконечники (ГОСТ 23598-79*) из твердого алюминиевого сплава и медноалюминиевые.
Рис. 4.18. Разборные контактные соединения с плоскими выводами без средств стабилизации электрического сопротивления
а - с контргайкой, б - с пружинной шайбой; в - однопроволочная (многопроволочная) жила провода (кабеля) сечением до 10 мм 2 с изгибанием в кольцо; г - то же без изгибания в кольцо, 1 - плоский вывод (шина); 2 - шина или кабельный наконечник; 3, 4, 5-шайба, болт и гайка стальные; 6 - пружинная шайба; 7 - винт; 5 - фасонная шайба (шайба-звездочка); 9 - провод (кабель); 10-фасонная шайба (арочная шайба)
Разборные контактные соединения проводников с гнездовыми выводами показаны на рис. 4.21.
Плоские контактные детали, имеющие два и более отверстий под болты, выполняют с продольным разрезом (рис. 4.22). Этим обеспечивается более равномерное распределение плотности тока в переходном контакте и уменьшение нагрева его током.
При подготовке рабочих поверхностей контактных деталей выполняют следующие операции: зачищают медные без покрытия и алюмомедные поверхности, при зачистке алюмомедных проводов следят за тем, чтобы не была повреждена медная оболочка провода.
Рабочие поверхности алюминиевые и алюминиевых сплавов зачищают и смазывают вазелином (КВЗ по ГОСТ 15975-70*) или смазкой (ЦИАТИМ 221 по ГОСТ 9433-80*). Рабочие поверхности с защитными металлическими покрытиями промывают органическим растворителем.
Рабочие поверхности медных контактных деталей, соединяемых опрессовкой, зачищают, а рабочие поверхности алюминиевых контактных деталей зачищают и сразу же смазывают кварцевазелиновой пастой.
Рис. 4.19. Разборные контактные соединения с плоскими выводами со средствами стабилизации электрического сопротивления: а - крепежом из цветного металла с контргайкой; б - крепежом из цветного металла с пружинной шайбой; в - стальным крепежом с тарельчатой пружиной; г - стальным крепежом с защитными металлическими покрытиями рабочих поверхностей с контргайкой (пружинной шайбой); д - стальным крепежом через переходную медно алюминиевую пластину с контргайкой (пружинной шайбой); е - стальным крепежом через переходную пластину из твердого алюминиевого сплава с контргайкой (пружинной шайбой); 1 - плоский вывод (шина); 2- шина (кабельный наконечник); з, 4, 5 - шайба, болт, гайка из цветного металла; 6-пружинная шайба; 7, 8 - стальная гайка и болт; 9 - тарельчатая пружина; 10- стальная шайба (шайба увеличенная); 11 - стальная шайба; 12 - плоский вывод (шина с защитным металлическим покрытием рабочей поверхности); 13- шина (кабельный наконечник) с защитным металлическим покрытием рабочей поверхности; 14 - медно-алюминиевая пластина; 15- пластина из твердого алюминиевого сплава
Поверхности контактных деталей, соединяемых сваркой или пайкой, зачищают, обезжиривают тканью, смоченной в бензине или ацетоне.
Крутящие моменты усилий при затяжке болтов на контактных соединениях приведены ниже:

Рис. 4 20. Разборные контактные соединения со штыревыми выводами без средств стабилизации электрического сопротивления- а - проводник из меди, твердого алюминиевого сплава или алюминия с защитным металлическим покрытием рабочей поверхности; б, в, г - алюминиевый проводник; д - алюминиевый проводник через переходную медно-алюминиевую пластину, е- однопроволочная (многопроволочная) жила провода кабеля сечением 10 мм 2 с изгибанием в кольцо, 1 - штыревой вывод из меди или латуни, 2 - гайка из меди или латуни; 3 - шина (кабельный наконечник) из меди, твердого алюминиевого сплава или алюминия с защитным металлическим покрытием рабочих поверхностей, 4 - стальная гайка; 5 - штыревой медный вывод; 6 - стальная шайба; 7 - алюминиевая шина (кабельный наконечник); 8 - штыревой латунный вывод; 9 - штыревой стальной вывод; 10 - тарельчатая пружина; 11 - медно-алюминиевая пластина; 12- провод (кабель); 13 - пружинная шайба; 14 - фасонная шайба (шайба звездочка)

Рис. 4 21. Разборные контактные соединения с гнездовыми выводами:
а, 6 - однопроволочная (многопроволочная, сплавленная в монолит) жила, в- многопроволочная жила, оконцованная кабельным наконечником, 1 - наборный зажим, 2 - провод (кабель), 3 - гнездовой вывод, 4 - кабельный наконечник
Н м=0,102 кгс-м; нормальное усилие руки - 15-20 кгс.
Затяжку болтов на контактных соединениях рекомендуется выполнять гаечным ключом с регулируемым моментом усилия затяжки (например, ключом типа ДК-25).
Контактные соединения проводов из сплава АВ-Е с выводами электротехнических устройств и с зажимами выполняют в соответствии с ГОСТ 10434-82 По данным Союзтехэнерго 10 % аварий в электроустройствах происходит из-за неисправности электрических контактов.
Самым радикальным способом повышения надежности контактных соединений является применение неразборных соединений (сварных, паяных). Основным путем повышения надежности разборных контактных соединений алюминиевых проводников является применение в качестве проводников алюминиевого магниево-кремниевого сплава (АДЗ 1Т и АДЗ 1Т1, АВ).

Рис. 4 22. Контактная деталь с продольным разрезом для болтового соединения с плоскими выводами



